Silicone components (keypads, seals, flexible housings) are common in industrial and hazardous-area products, but silicone is one of the most challenging substrates to coat reliably. If you are considering an ESD (dissipative) coating system on a silicone keyboard, it is important to understand the adhesion risks and what is realistically achievable. Short answer: Silicone can be coated, but adhesion is not guaranteed without surface activation and structured validation testing.
Why Silicone Is Difficult to Coat
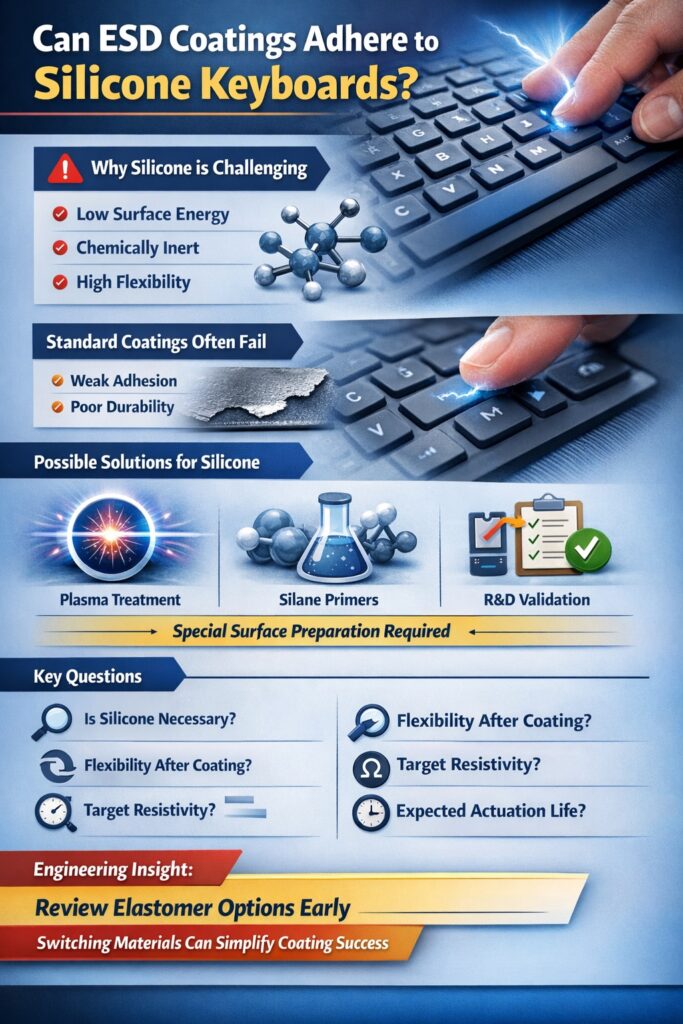
Infographic explaining why silicone keyboards are difficult to coat with ESD coatings and the surface preparation methods typically required for reliable adhesion.
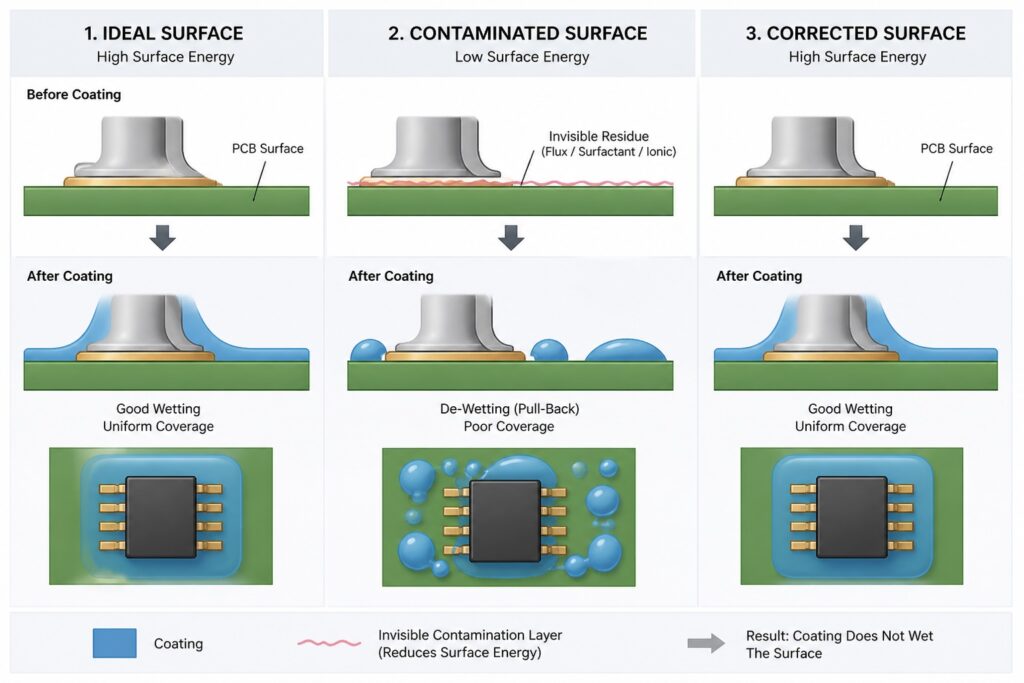
Silicone elastomers have very low surface energy, making ESD coating adhesion to silicone particularly difficult without specialist preparation. In practice, this means most coatings will not bond well to untreated silicone, and common “plastic primers” designed for PP/PVC/ABS generally do not work on silicone.
For deeper background on adhesion failure mechanisms (including low surface energy and contamination-driven pull-back), see:
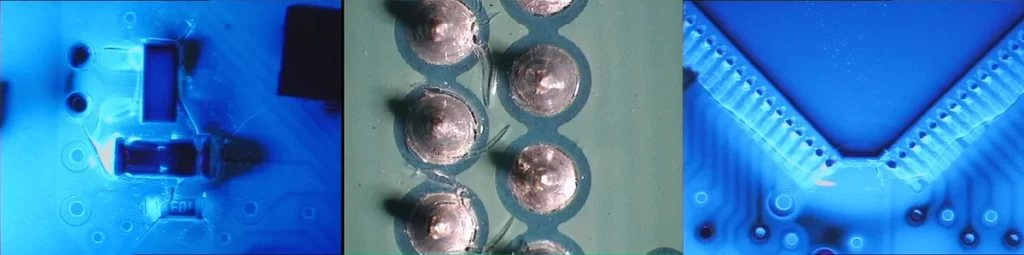
- De-wetting (Defects Hub) – when the wet film pulls back into islands due to contamination or low surface energy.
- Poor Adhesion on Plastics / Connector Bodies (Defects Hub) – peel/lift on low-energy polymers, often driven by release agents or transfer contamination.
- Adhesion & Interface Failures (Defects Hub) – overview and routing to the main defect mechanisms.
Related Insight (real-world case): De-wetting seen after cleaning (when ‘clean’ isn’t clean enough).
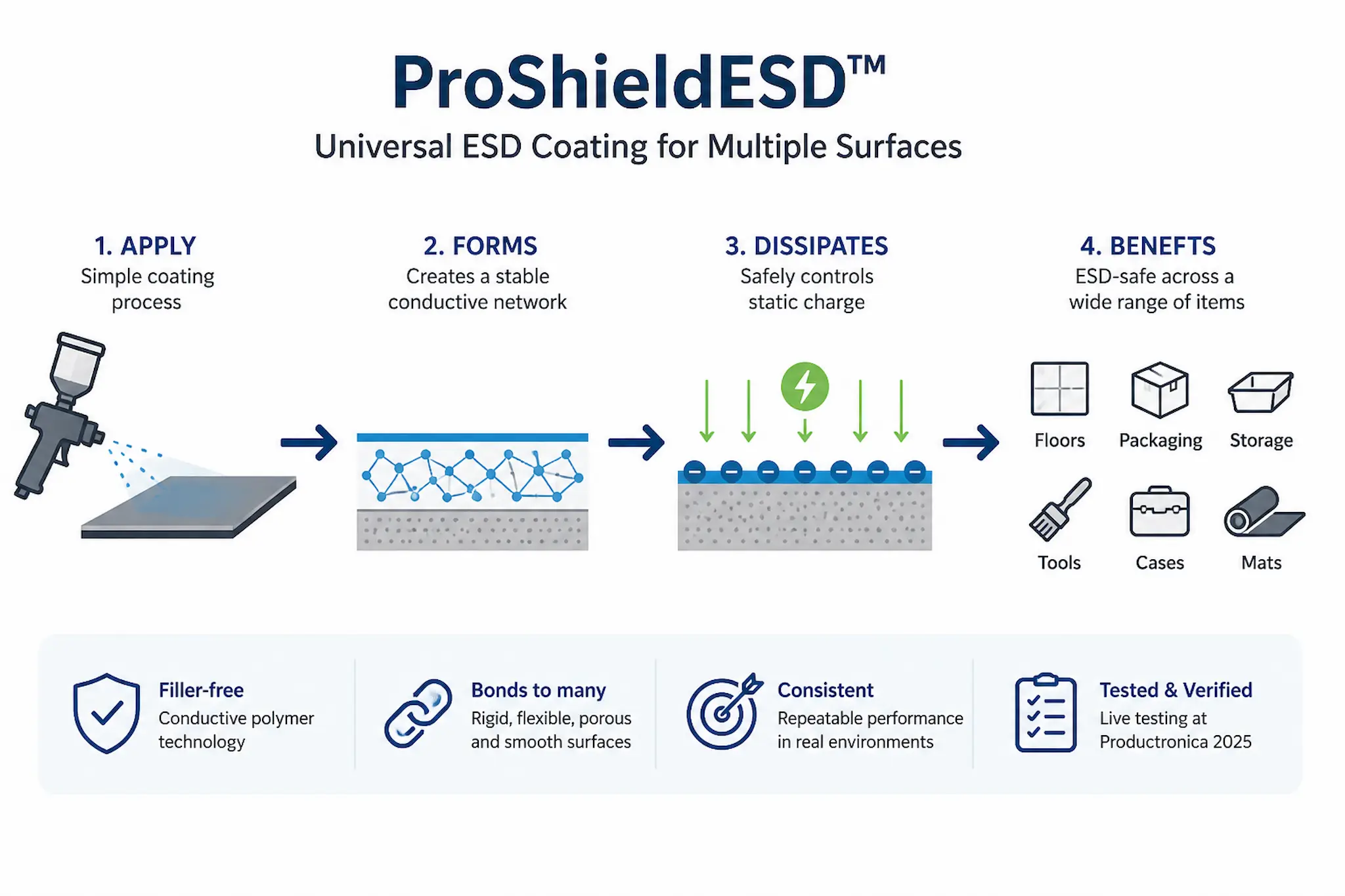
Can ProShieldESD Adhere to Silicone?
With our current ProShieldESD material range, adhesion to silicone cannot be guaranteed. If silicone is mandatory, the project should be treated as an R&D / validation exercise rather than a standard production supply.
What Usually Makes Silicone Coating Possible
Where coating on silicone is required, reliable adhesion typically depends on specialist surface preparation and validation testing. Common technical routes include:
- Plasma surface activation (often the most effective route)
- Corona treatment
- Specialist silicone adhesion promoters (e.g., silane-based systems designed for silicone elastomers)
Even with surface activation, durability must be proven under real use conditions.
Flexibility and Durability Matter for Keyboards
Silicone keyboards are designed to flex repeatedly. Any coating system must be evaluated for flex-cracking, wear, and stability of electrical performance over the expected actuation life. (For a coating durability analogue in electronics, see Cracking (Defects Hub) and the related Insight below.)
Engineering Insight: Challenge the Substrate Choice Early
Before investing time in coating trials, it is worth asking a simple but high-impact question: does the component have to be silicone, or could an alternative elastomer be used? In many applications, selecting a more “coatable” substrate can reduce risk, simplify processing, and improve long-term reliability.
If you are assessing a silicone keyboard for ESD performance, we can advise on practical trial routes and realistic success criteria based on the end-use requirements.
Related Insights: