
ProShieldESD for Explosive & ATEX Environments
Visible, repairable static control for floors, equipment, work areas and ignition-sensitive surfaces
Explosive and ATEX-related environments require static control systems that remain reliable during real operation, not only during audits. In areas handling energetic materials, explosive dusts, vapours or ignition-sensitive processes, uncontrolled electrostatic discharge can become a serious safety risk.
This page focuses on explosive atmosphere and ATEX-related static control across floors, work surfaces, equipment housings, benches, handling aids, coated structures and other exposed surfaces where charge may build during normal operation. For broader powder, solvent and general hazardous process environments, see Static Control in Hazardous Environments.
ProShieldESD provides a filler-free, coating-based approach using Intrinsic Conducting Polymer technology. The system is designed to make ESD protection visible, maintainable and repairable as part of a controlled static management strategy.
This diagram summarises where conventional ESD surface systems can fail in explosive and ATEX-related environments.
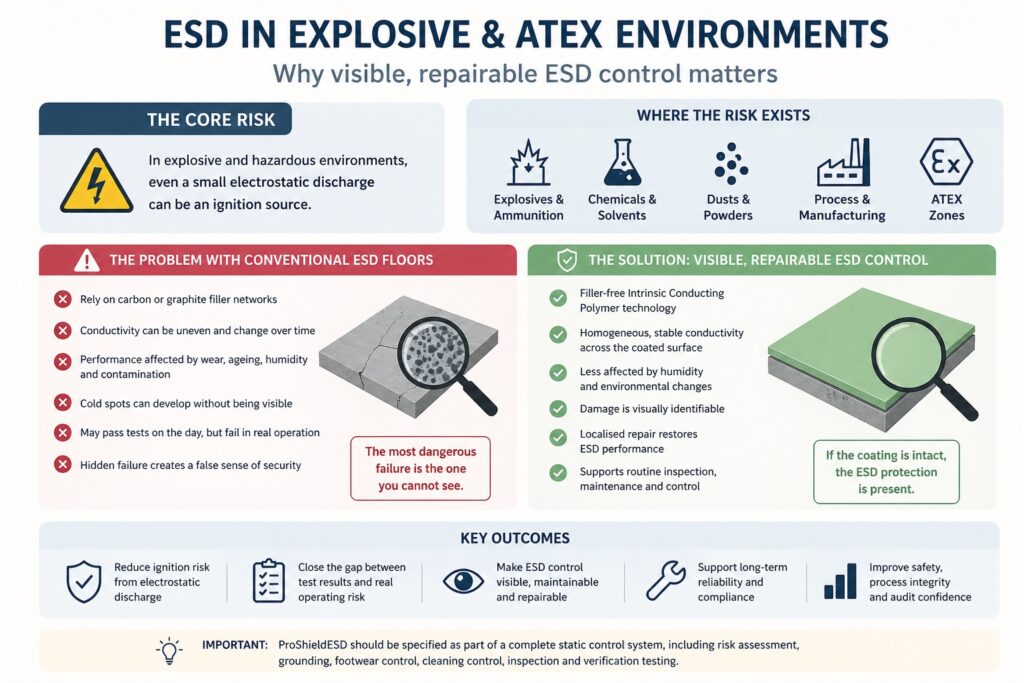
ESD risks in explosive and ATEX environments and how visible, repairable static control reduces hidden failure.
The Hidden Risk with Conventional ESD Surfaces
Many conventional ESD floors, coated surfaces and static-control materials rely on carbon, graphite or conductive filler networks. These systems may work initially, but performance can change over time due to wear, ageing, filler distribution, humidity, contamination, cleaning methods or local surface damage.
- Conductivity may not be uniform across the full surface area
- Performance can vary with humidity and environmental conditions
- Ageing and wear can reduce ESD performance
- Localised cold spots can develop without being visible
- A surface may appear acceptable while static control has already failed
In explosive environments, the most dangerous ESD failure is often the one that cannot be seen.
The Audit Gap: Test Results vs Real Operating Risk
Periodic ESD testing is essential, but it cannot practically measure every point on every floor, bench, equipment surface, storage area or coated structure. Most inspections rely on selected test locations, which means hidden conductivity failures can remain undetected between test points.
There is also a wider industry issue where conductive cleaning chemicals or temporary surface treatments can improve readings before inspections. This can create acceptable audit results without proving stable long-term ESD performance.
For explosive and ATEX-related environments, the critical question is not simply whether a surface can pass a test on the day. The question is whether the system remains stable, visible and maintainable throughout normal operation.
How ProShieldESD Is Different
ProShieldESD uses Intrinsic Conducting Polymer technology rather than relying on carbon or graphite fillers. The conductive behaviour is built into the polymer system, supporting more uniform and controlled ESD performance across the coated surface.
- Filler-free ESD coating technology
- No carbon or graphite conductive filler network
- Homogeneous conductivity across the coated surface
- Stable ESD performance over time
- Reduced dependence on humidity compared with conventional filled systems
- Localised repair capability where damage occurs
This makes ProShieldESD suitable for applications where ESD performance must be controlled as part of a real operational safety system, including floors, benches, work areas, equipment surfaces, barriers, containers and local handling structures.
Visible ESD Control
One of the strongest practical advantages of ProShieldESD is that the ESD protection is linked to the physical coating condition. If the coating is intact, the ESD function is present. If the coating is damaged, the affected area can be seen and repaired.
- Damage is visually identifiable
- Maintenance teams can inspect coating condition more easily
- Localised repair can restore ESD performance
- Hidden loss of protection is reduced
- Inspection becomes more practical and process-led
Visible ESD control helps move static protection from occasional testing towards routine operational control.
Typical Explosive and ATEX Applications
ProShieldESD can be considered where a surface needs controlled static dissipation in an ignition-sensitive or explosive atmosphere context. The wider hazardous environments page covers broader powder, solvent and chemical process applications.
- Floors, walkways and local work zones
- Benches, tables, racks, trolleys and handling aids
- Equipment housings, guards, covers and coated structures
- Ammunition and defence manufacturing facilities
- Explosives handling and storage areas
- Fireworks production and processing areas
- Energetic material handling areas
- ATEX-classified production zones
- Dust or vapour ignition-risk areas where surface condition must remain visible and verifiable
In explosive and ATEX environments, static risk is not limited to floors, equipment or operators. Frequently handled tools and accessories can also act as charge-generation interfaces. Our Insight article explains why non-sparking tools are not automatically electrostatically safe.
Conductive Performance and Standards
For explosive and ATEX-related environments, the required resistance range must always be confirmed against the site risk assessment, materials handled, footwear system, grounding strategy, operating conditions and applicable safety requirements.
ProShieldESD can be engineered for conductive ESD performance, including resistance ranges commonly used for ignition-sensitive environments, such as 104 to 106 ohms where this is appropriate for the application. The most suitable ProShieldESD chemistry depends on the substrate, environment, exposure conditions and performance requirement.
Relevant standards and guidance may include NFPA 77, ATEX requirements, IEC 61340, ANSI/ESD S20.20, DoD 4145.26 and DA PAM 385-64 where applicable.
For supporting measured data from a live demonstration, see ProShieldESD ESD coating testing results, including resistance values measured across flooring, plastics, packaging, tools and handling materials.
For environments where ESD performance must remain stable throughout real operation rather than relying on initial test results, see what lifetime dissipation really means for permanent ESD protection.
ProShieldESD should be specified as part of a complete static control system, not as a standalone replacement for site risk assessment, grounding, footwear control, cleaning control, inspection and verification testing.
Comparison with Conventional Filled ESD Surfaces
| Issue | Conventional Filled ESD Floors and Surfaces | ProShieldESD |
|---|---|---|
| Conductivity mechanism | Carbon, graphite or conductive filler network | Intrinsic Conducting Polymer technology |
| Uniformity | Can vary due to filler distribution, wear and ageing | Homogeneous coating-based conductivity |
| Hidden failure risk | Possible; the surface may look acceptable but fail electrically | Reduced; coating damage is visually identifiable |
| Repairability | May require major repair, replacement or resurfacing | Localised touch-up repair possible |
| Audit confidence | Point testing may miss cold spots | Visual inspection supports testing and maintenance |
How SCH Services Supports Explosive and ATEX Projects
SCH Services supports customers with practical ESD coating evaluation, trial work, surface assessment and application support. The aim is to help customers understand whether ProShieldESD is suitable for the operating environment and how it could be implemented safely.
- Review of the operating environment and static control requirement
- Assessment of existing floors, equipment surfaces, work areas and coated structures
- Selection of suitable ProShieldESD chemistry for the substrate and environment
- Trial coating and evaluation
- Repair and upgrade strategies for ageing ESD surfaces
- Guidance for cleaning, inspection and maintenance
- Support with verification testing and practical compliance evidence
This process-led approach is important where ESD performance must be reliable during real operation, not only during initial qualification or periodic audit testing. SCH can also support controlled coating work through ProShieldESD subcontract coating services and wider coating services where appropriate.
Choosing the Right Static Control Route
Explosive and ATEX environments are one part of a wider static control strategy. The correct approach depends on how charge is generated, what surfaces are involved, and whether the risk is linked to plastics, equipment, packaging, work areas, facility surfaces or ignition-sensitive conditions.
For a structured decision pathway, see How to Choose the Right Static Control Approach.
ProShieldESD Solutions
This page is the specialist explosive and ATEX-focused page within the wider ProShieldESD solution structure.
Supporting Technical Reading
These related articles explain the wider ESD control principles behind permanent dissipation, conductive versus dissipative behaviour and environmental effects.
Why Choose SCH Services?
SCH Services combines practical coating experience, ESD process knowledge and application support to help customers implement ProShieldESD in demanding environments.
- Technical support for ESD coating selection and application
- Trial coating and process evaluation before wider adoption
- Support for repair, upgrade and retrofit strategies
- Experience with coatings used in industrial, electronics and safety-critical environments
- Practical guidance for inspection, maintenance and verification
Disclaimer: This page provides general technical guidance only. Explosive, hazardous and ATEX-related environments require formal risk assessment, site-specific engineering review and verification against applicable standards, regulations and internal safety procedures. Final suitability must be confirmed by the responsible safety, engineering and compliance teams before use.
