Permanent static-control coating applications across electronics, plastics, packaging, hazardous areas and industrial surfaces
Why Application Matters
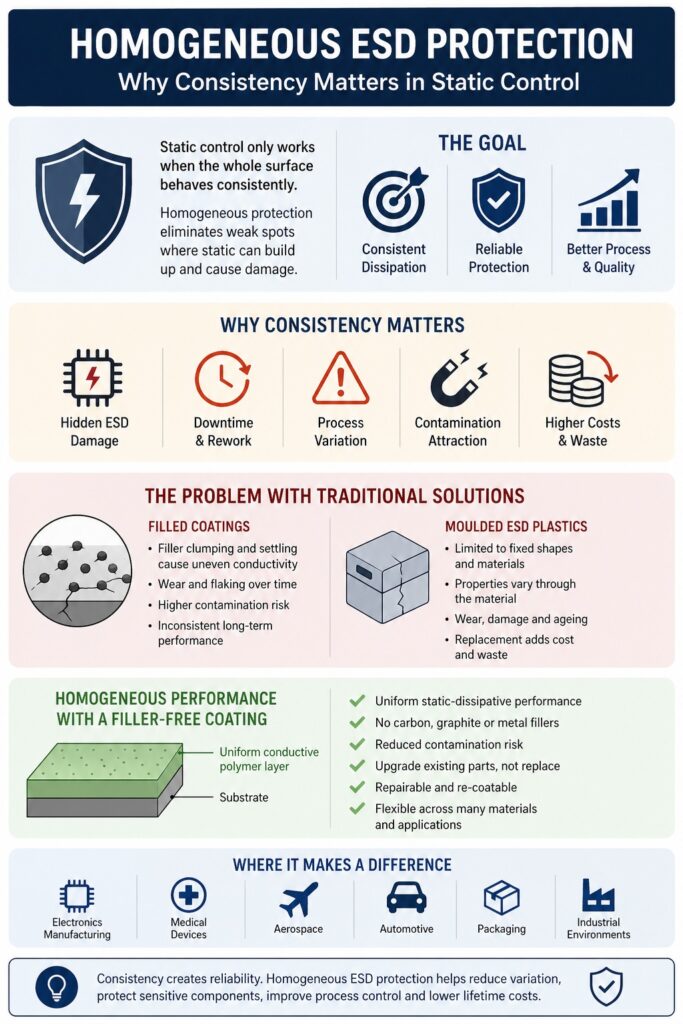
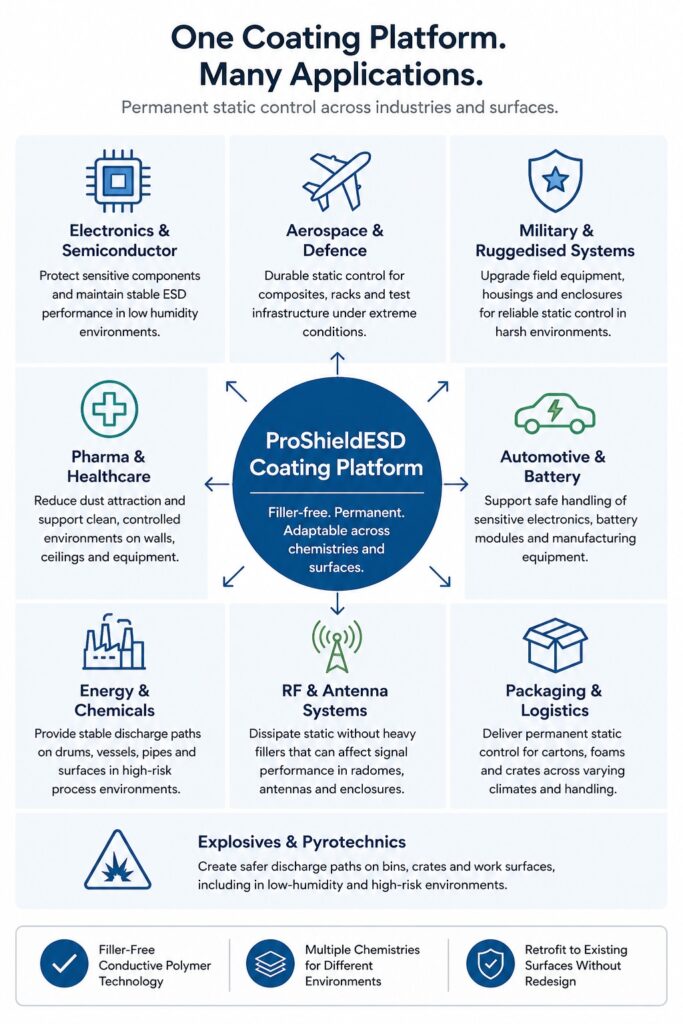
Different applications create different electrostatic risks. Electronics need protection from damaging discharge events. Packaging must remain stable through changing humidity. Hazardous environments need controlled charge movement to reduce ignition risk. Plastic components often need static control without changing the moulding or base material. ProShieldESD is useful because it is not a single paint for one surface. It is a coating platform that can be adapted across materials, chemistries and performance requirements.
Key Industry Applications
Electronics and Semiconductor
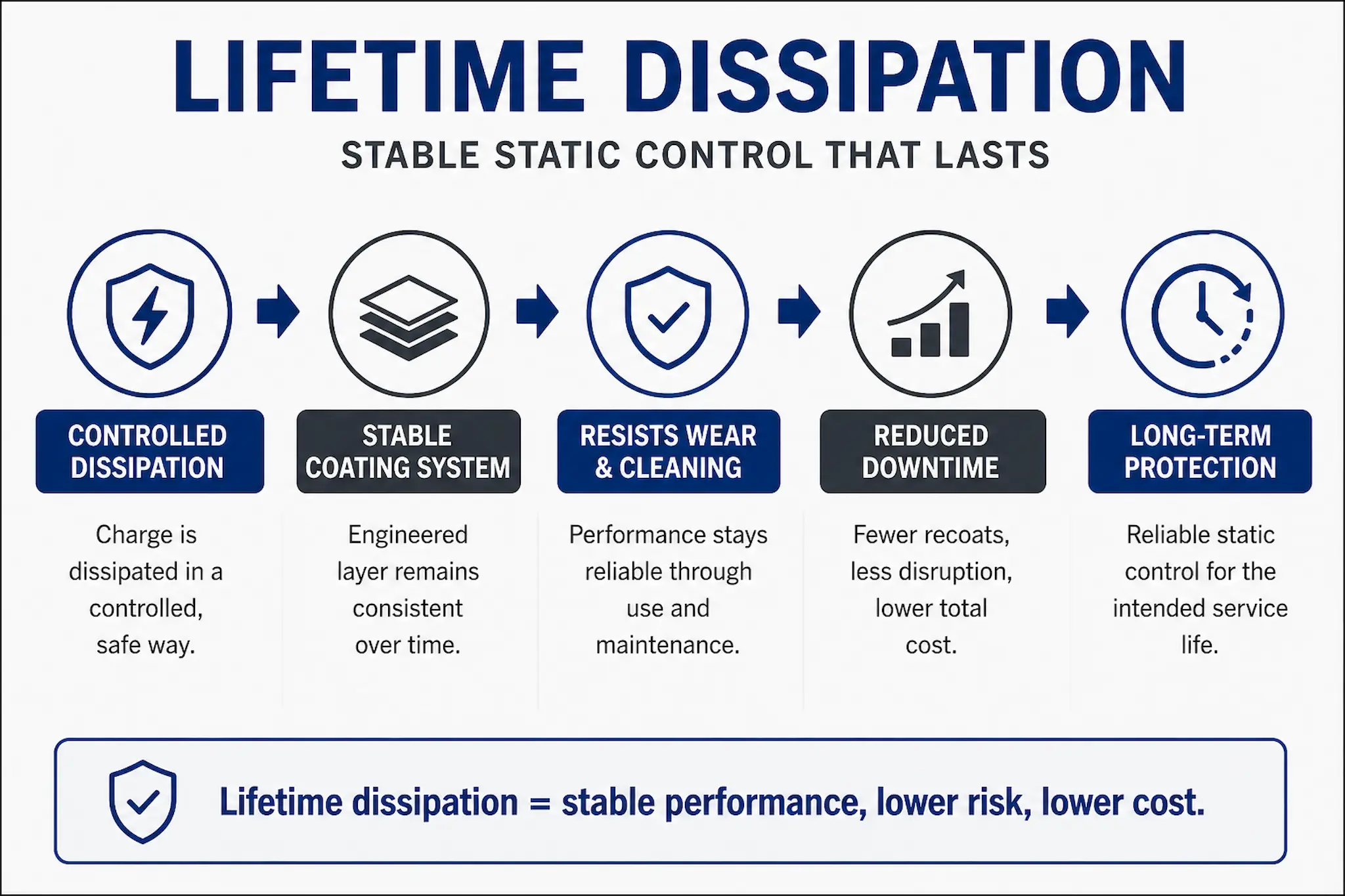
ProShieldESD can be used on tools, fixtures, work surfaces, floors, enclosures and packaging where stable electrostatic behaviour is required around sensitive assemblies. Unlike many conventional ESD paints or filled systems, the platform is designed around controlled static behaviour rather than simple maximum conductivity.
Aerospace and Defence
Aerospace and defence applications often require durable static control on composites, racks, test infrastructure, housings and support equipment. A coating-based approach can reduce the need for redesign while adding controlled ESD performance to existing surfaces.
Military and Ruggedised Systems
Field electronics, housings, protective cases and support equipment can accumulate charge during handling, transport or operation. ProShieldESD provides a route to upgrade existing equipment with static-control behaviour without changing the underlying design.
Pharmaceutical, Healthcare and Cleanroom Areas
Static control supports cleanliness by reducing dust attraction and helping surfaces behave more predictably. ProShieldESD can be considered for walls, ceilings, equipment, furniture and process areas where surface charge contributes to contamination or process instability.
Automotive, EV and Battery Manufacturing
EV and battery production environments involve sensitive electronics, plastic handling equipment, racks, floors and enclosures. ProShieldESD can support controlled static behaviour across these surfaces as part of a wider ESD management strategy.
Energy, Chemicals and Process Industries
Powders, vapours, solvents and volatile materials can create higher-risk conditions where uncontrolled charge accumulation is undesirable. ProShieldESD can be applied to selected drums, vessels, pipes, covers, work surfaces and process equipment where a controlled discharge path is required.
RF and Antenna Systems
Some RF-related applications require static control without heavy conductive fillers that may interfere with signal behaviour. ProShieldESD’s filler-free conductive polymer approach can be useful where static dissipation is needed on radomes, antenna housings or related enclosures, subject to application testing.
Packaging and Logistics
Packaging moves through changing humidity, handling and transport conditions. ProShieldESD can be used on cartons, foams, crates, trays and handling systems to reduce reliance on fully moulded or inherently ESD-rated materials.
Explosives, Pyrotechnics and Hazardous Areas
In explosive or pyrotechnic environments, uncontrolled electrostatic discharge can be a serious concern. ProShieldESD can be considered for bins, crates, work surfaces, plastic parts and handling equipment where controlled static dissipation is required. For hazardous environments, always validate the coating system as part of the full site risk assessment.
Why ProShieldESD Is a Platform, Not Just a Paint
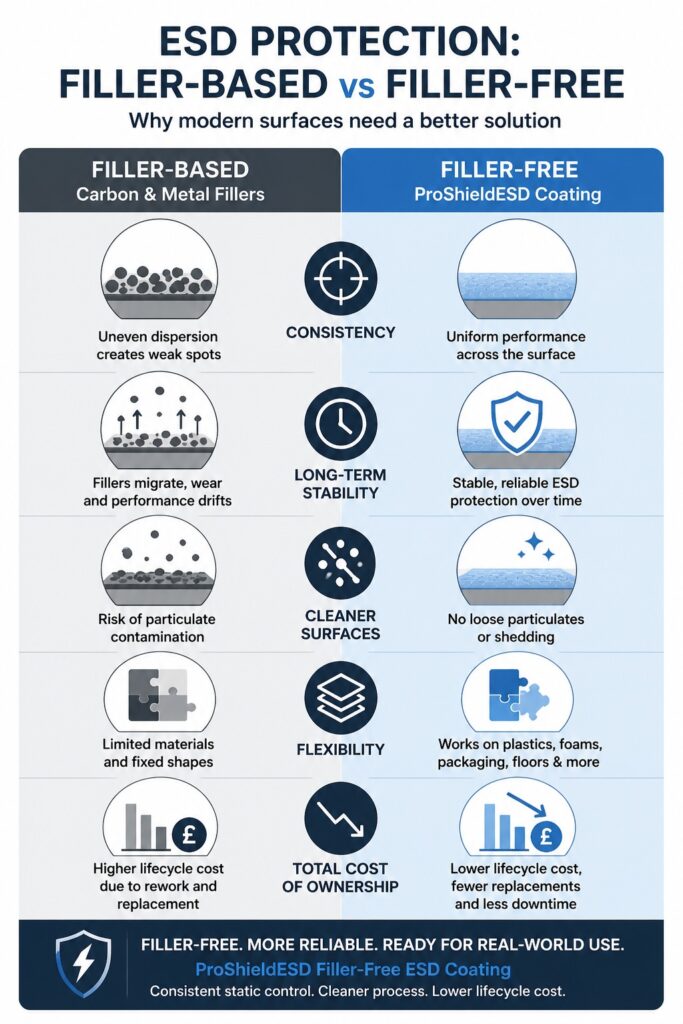
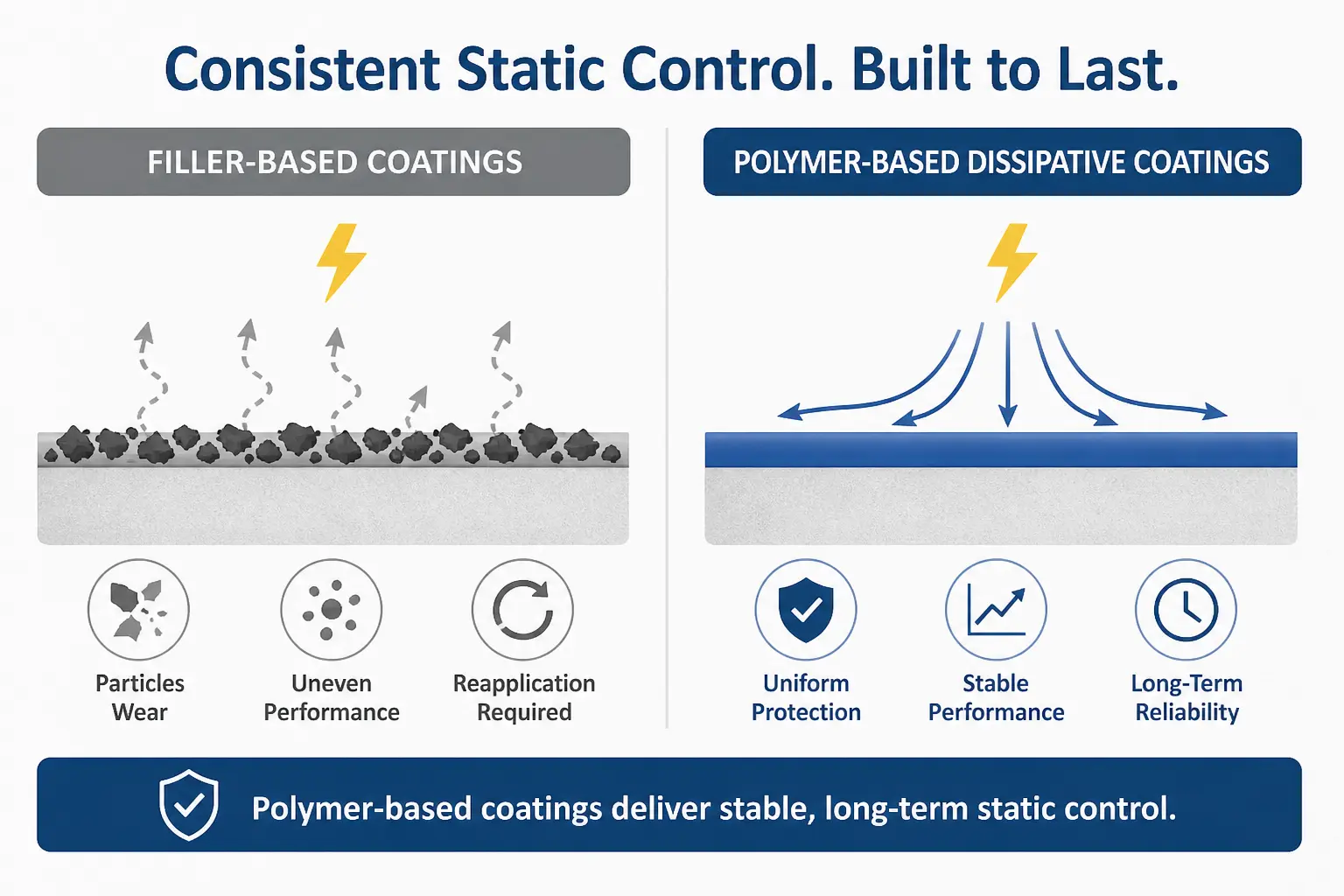
ProShieldESD is a platform technology based on filler-free conductive polymer behaviour. It can be developed across different coating chemistries and substrates, including plastics, metals, composites, flooring, packaging and industrial equipment. This allows static control to be engineered into existing materials rather than always replacing them with specialist ESD alternatives. For selection guidance, see how to choose the right static control approach.
Related ProShieldESD Application Pages
Discuss an Application
If you have an existing plastic, metal, packaging, floor or industrial surface that needs controlled static behaviour, SCH can help review the substrate, environment, resistance target and practical coating route.
Call: +44 (0)1226 249019
Email: sales@schservices.com
Contact: Contact Us