
Not all protective coatings protect in the same way
Some coatings create a barrier, while others change how the surface behaves
Protective coatings for electronics are often discussed as if they all work in the same way. In practice, different coating systems can protect by very different mechanisms.
Some coatings are primarily barrier coatings. They rely on film build, coverage and insulation to separate the assembly from moisture, contamination and environmental exposure.
Other coatings are functional surface coatings. They may be much thinner and are used to change how liquids, contaminants, light, residues or electrical fields interact with the surface.
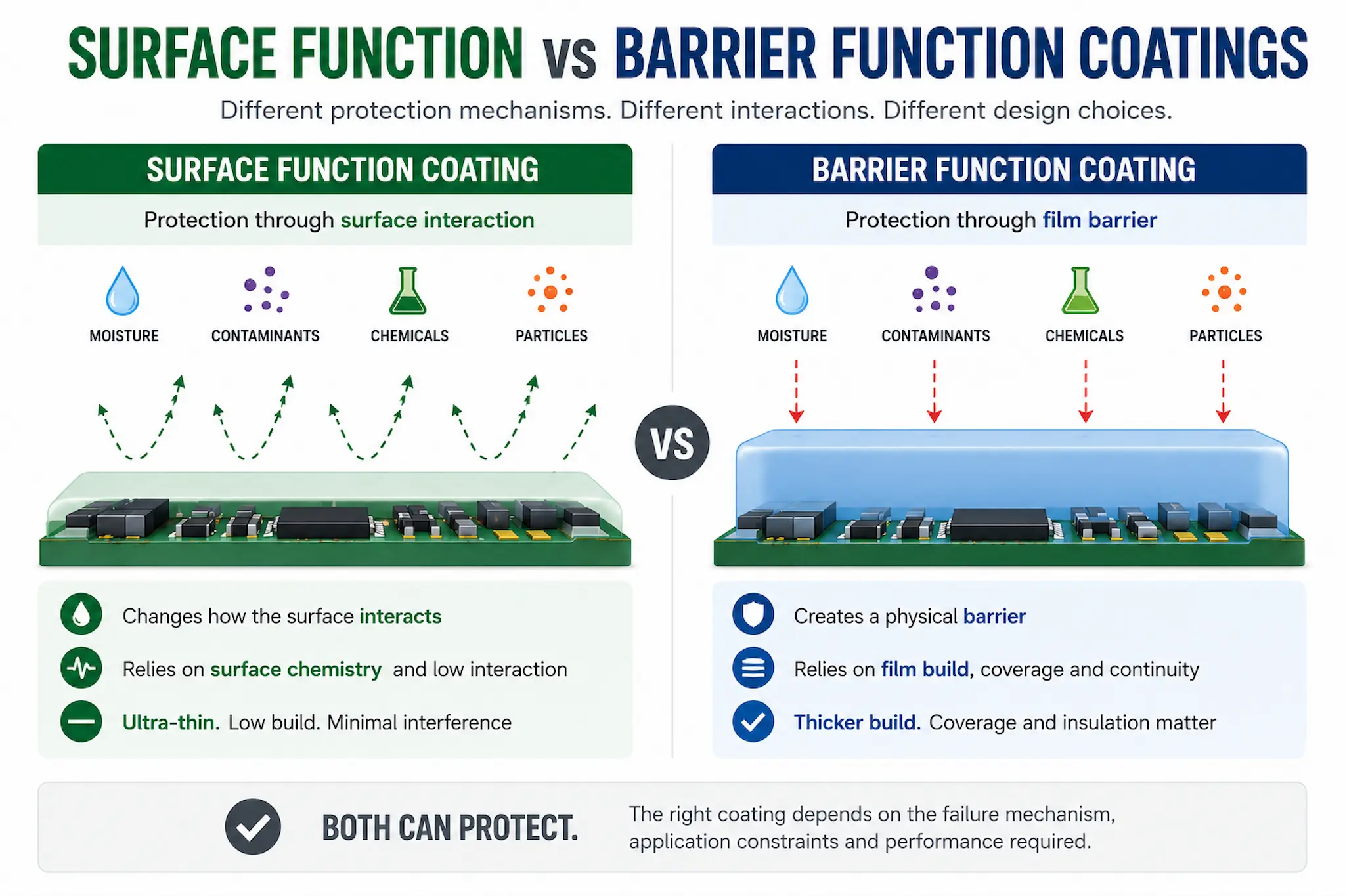
Barrier coatings protect through film build and separation, while surface function coatings protect by changing surface interaction and behaviour.
What is a barrier function coating?
A barrier function coating is normally selected to create a protective film between the electronics and the environment. The coating acts as a physical and electrical separation layer.
Conventional conformal coatings and many Parylene applications are commonly used in this way. The coating protects by improving coverage, insulation, moisture resistance and contamination resistance across the assembly.
In a barrier coating, the film itself is the main protection mechanism.
- Film thickness and continuity are important.
- Coverage around leads, edges and components must be controlled.
- Masking is often required to keep connectors and contact areas free from coating.
- Qualification normally focuses on insulation, environmental exposure and coating integrity.
What is a surface function coating?
A surface function coating is selected because it changes the behaviour of the surface. The coating may be extremely thin, but it can still alter how the surface interacts with water, oils, residues, contamination, light or other environmental factors.
Ultra-thin functional coatings, hydrophobic coatings and some nano coating systems are often used primarily as surface function coatings. Their value is not simply that they are thin, but that they create a useful surface effect with low physical interference.
In a surface function coating, the surface behaviour is often the main protection mechanism.
- Low surface energy can reduce liquid wetting.
- Thin film build can reduce masking and clearance problems.
- Optical, RF or sensor performance may be less affected than with thicker coatings. See RF transparent coatings for electronics & antennas.
- Validation must prove that the surface effect reduces the real failure risk.
For a definition-led explanation, see What Is an Ultra-Thin Functional Coating?.
Why the distinction matters
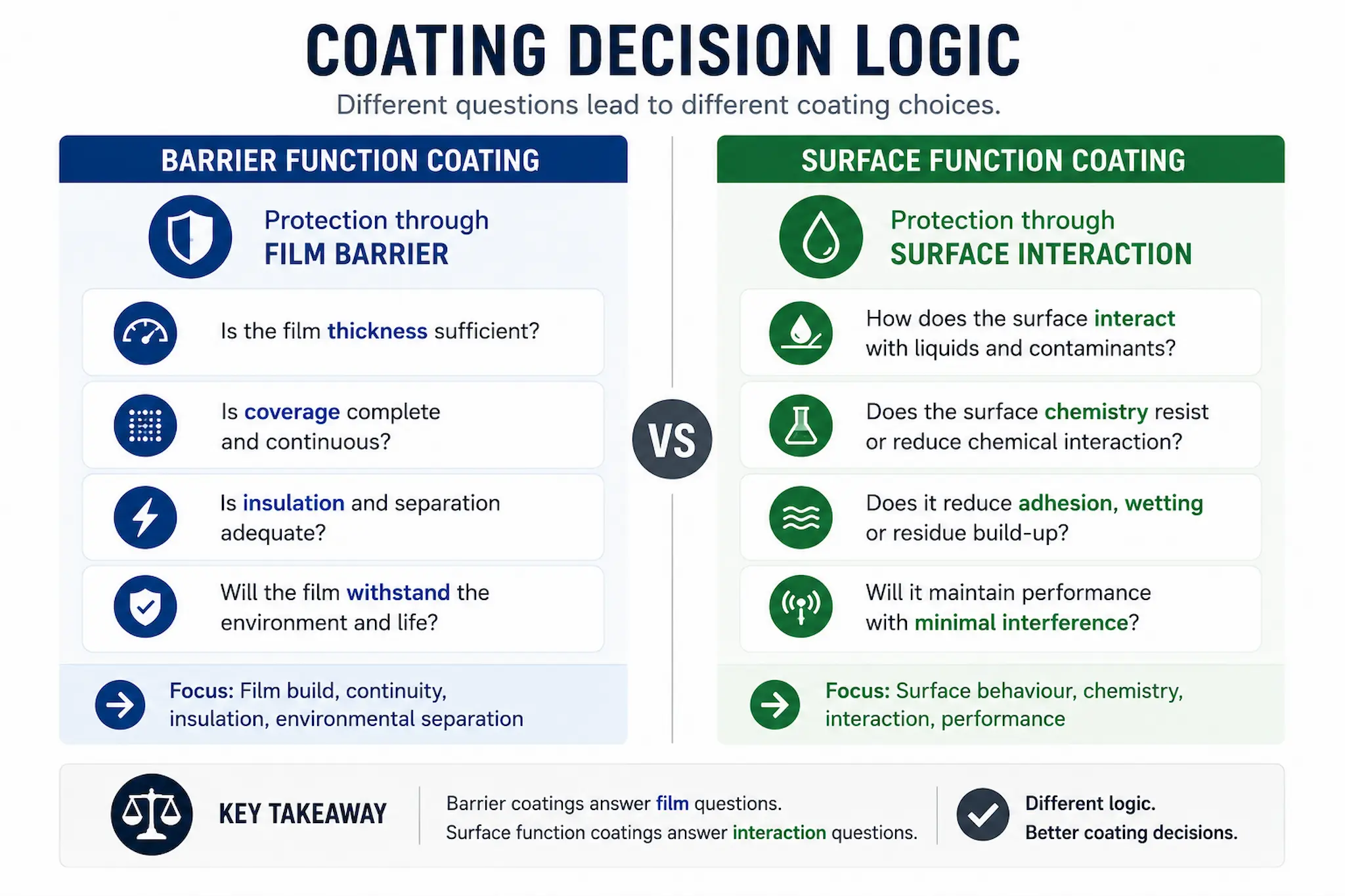
Barrier coatings and surface function coatings require different engineering questions and different selection logic.
The distinction matters because the wrong protection model leads to the wrong coating decision. A surface function coating should not automatically be judged by the same assumptions as a thick barrier coating.
Equally, a hydrophobic or ultra-thin coating should not be treated as a direct replacement for conformal coating unless the application testing proves that it controls the actual risk.
A common engineering mistake is assuming that a very thin coating automatically provides the same protection mechanism as a thicker environmental barrier coating.
For deeper discussion of these risks, see Why Ultra-Thin Coatings Fail and When Nano Coatings Should NOT Be Used.
Barrier question
Does the coating provide enough film continuity, insulation and environmental separation?
Surface function question
Does the coating change the surface behaviour enough to reduce the real failure mechanism?
Both coating types can be useful. The problem comes when one is specified using the logic of the other.
This is why thin coatings can sometimes protect better than thick ones when the main risk is interference, masking, geometry or surface interaction rather than simple barrier thickness.
Examples of surface function behaviour
Surface function coatings can provide different effects depending on the coating chemistry, substrate and application process. The effect must always be connected to a useful performance outcome.
Hydrophobicity
Reduces water wetting and encourages droplet formation on the surface.
Oleophobicity
Reduces interaction with oils or low-surface-tension liquids where the chemistry supports it.
Optical clarity
Allows protection where light output, transparency or colour behaviour must be maintained. This is explored further in LED and Optical Electronics Need Protection Without Optical Interference.
Low interference
Supports sensitive RF, sensor or fine-pitch applications where coating thickness is a constraint.
These low-build surface-function approaches are particularly relevant for RF-sensitive electronics, antennas, sensors and precision structures where conventional coating thickness may interfere with performance or geometry.
For application-specific examples, see RF Transparent Coatings for Electronics & Antennas, Superhydrophobic Coatings for Antennas & Radomes and Protective Coatings for Sensors, Meshes & Membranes.
Why water repellency alone is not enough
Water repellency is one of the easiest surface functions to demonstrate, but it is not the same as proven electronics protection or corrosion resistance. A surface can make water bead while still allowing failure under contamination, voltage bias, long exposure or humidity cycling.
This is why hydrophobic coatings need careful positioning and why the distinction between surface energy control and true environmental barrier performance matters. They may be extremely useful, but the claim must match the validated function.
For more context, see Why Water Beading Is Not Proof of Electronics Protection, Why Water Resistance Is Not Corrosion Protection and Why Hydrophobic Coatings Don’t Protect Electronics.
How to choose the right coating model
The coating decision should start with the failure mechanism. If the risk requires insulation, film build and environmental separation, a barrier coating may be the correct route. If the risk is mainly linked to wetting, contamination interaction, optical performance or low-interference protection, a surface function coating may be more appropriate.
Define the exposure
Moisture, condensation, chemicals, handling, contamination, abrasion or humidity cycling.
Define the constraint
Thickness, masking, optical clarity, RF behaviour, connector access or geometry.
Define the validation
Electrical, environmental, chemical, optical or process testing matched to the product risk.
For related selection guidance, see What Is an Ultra-Thin Functional Coating?, Advanced Functional Coatings and Ultra-Thin Coatings.
Related technical reading
These pages provide supporting context for coating selection, thin-film behaviour and functional coating decisions:
Why Choose SCH Services?
SCH Services supports coating selection, coating trials, process development and production coating for electronics where protection, reliability and manufacturability all need to be considered together.
- Practical coating experience: SCH works across conformal coating, Parylene and advanced functional coating processes.
- Process-led decision support: coating selection is based on application risk, production method and validation requirements.
- Trial and production capability: SCH can support early evaluation, sample coating, process definition and subcontract coating routes.
Disclaimer: This article is provided as general technical guidance only. Coating selection, process design and product suitability must be validated against the relevant application requirements, operating environment, customer specifications and qualification tests.
