
Understanding the difference between short-term wetting performance and long-term electronics reliability
Water resistance is often misunderstood in electronics protection. A coating may cause water to bead, shed liquid quickly or allow a powered demonstration board to keep working during short-term immersion, but that does not automatically mean the assembly is protected against corrosion.
Corrosion protection depends on a different set of behaviours. It requires control of ionic contamination, moisture pathways, electrochemical activity, coating continuity, edge coverage, residues, drying conditions and the exposure environment over time.
This distinction is especially important when evaluating ultra-thin functional coatings, hydrophobic coatings, nano coatings and surface-energy treatments. These technologies can be extremely useful, but they should not be judged using the same assumptions as thicker barrier coatings or Parylene systems.
For a related explanation focused specifically on hydrophobic surface behaviour, see Why Hydrophobic Coatings Don’t Protect Electronics.
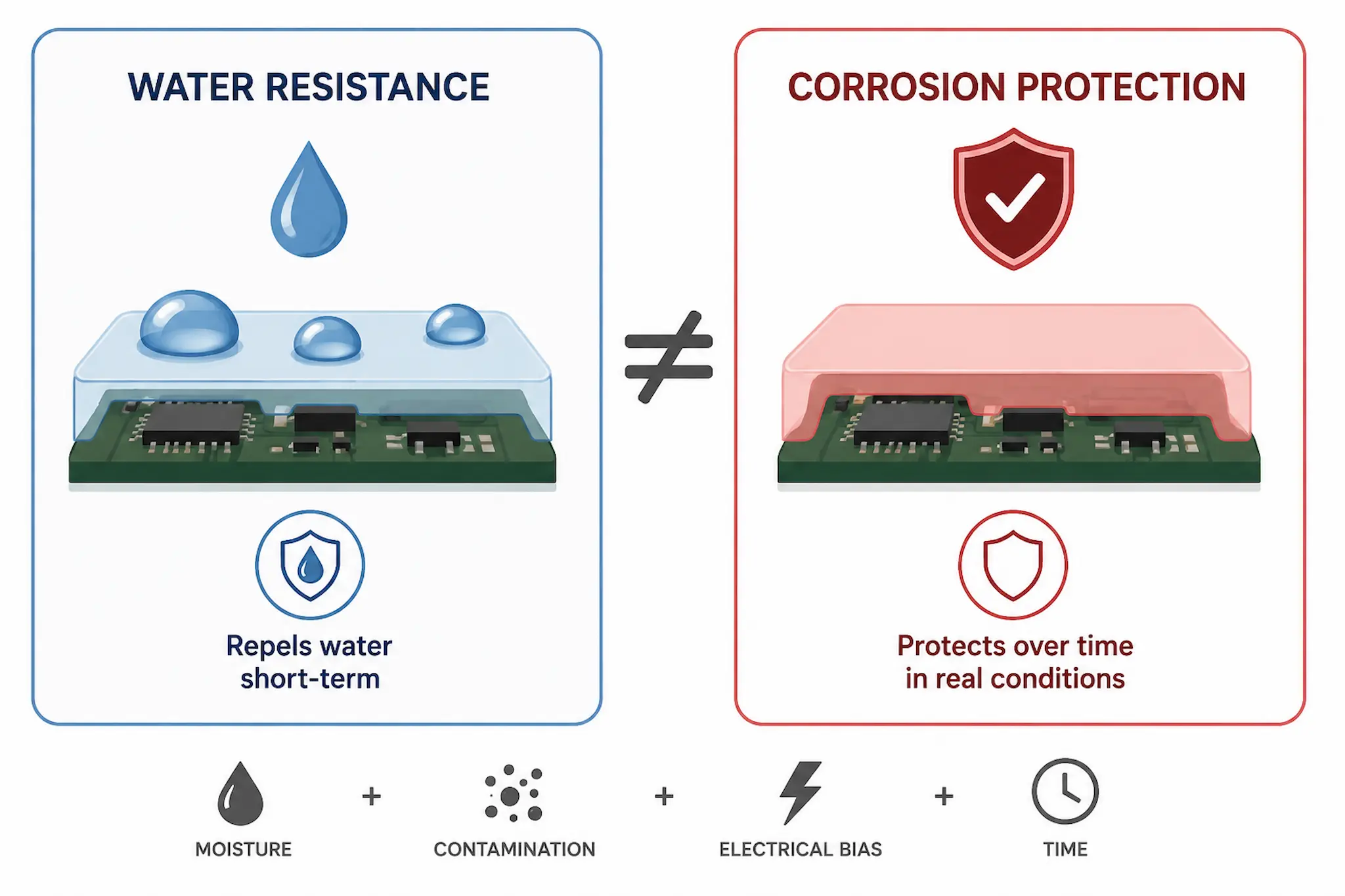
Water beading and hydrophobic behaviour are not the same as long-term corrosion protection for electronics.
Water resistance describes liquid behaviour at the surface
Water resistance normally describes how liquid water interacts with the visible surface of a coating or material. This may include beading, roll-off, reduced wetting, fast drainage or short-term resistance to water penetration.
These properties are usually controlled by surface energy, surface chemistry, coating morphology and the way water contacts the treated surface.
For a wider explanation of the difference between surface-function behaviour and true environmental barrier protection, see Surface Energy vs Environmental Barrier Protection.
A water droplet test can show how a surface wets, but it does not prove corrosion protection on an electronic assembly.
This is the core difference between surface-function coatings and barrier-function coatings. One changes how the surface behaves, while the other aims to isolate the electronics from the environment over time.
For some applications, surface water behaviour is exactly what matters. Examples include splash shedding, condensation reduction, optical surfaces, housings, sensors and assemblies where thickness must be kept extremely low.
However, water resistance alone does not confirm that the coating can prevent electrochemical failure, leakage current, corrosion products or long-term degradation.
Corrosion protection is a system problem
Corrosion on electronics is rarely caused by water alone. It normally requires moisture, ionic contamination, conductive pathways, exposed metal and an electrical or electrochemical driving force.
A coating may repel bulk water but still allow corrosion if residues remain under components, if edges and leads are exposed, if the coating is discontinuous, or if moisture can sit in gaps where it cannot evaporate easily.
Important corrosion factors include:
- Ionic contamination: flux residues, salts, process residues or handling contamination can create conductive paths.
- Moisture duration: short wetting events behave differently from long-term damp exposure or repeated condensation cycles.
- Electrical bias: powered electronics can drive electrochemical migration and corrosion mechanisms.
- Coating coverage: thin films may behave well on open surfaces but perform differently around edges, leads, vias and component gaps.
- Drying behaviour: trapped water under components or within residues can be more damaging than visible water on top of the board.
This is why corrosion protection must be validated using realistic exposure conditions, not only visual water behaviour.
Why powered water demonstrations can be misleading
Demonstrations where electronics continue working under water can be useful to show short-term insulation, water shedding or surface treatment behaviour. They are not the same as a corrosion qualification test.
A board may operate during a short demonstration and still fail later because corrosion is time-dependent. The most important damage may occur after the demonstration, during drying, during repeated cycling or when contaminants remain active on the surface.
A working powered board in water proves only that the board worked under those specific conditions for that specific time. It does not prove long-term corrosion resistance.
For this reason, SCH treats water demonstrations as screening or communication tools rather than final evidence of coating reliability.
They can form part of an evaluation, but they should be supported by insulation resistance testing, humidity exposure, condensation testing, salt or contaminant exposure where relevant, and post-test inspection.
Where ultra-thin coatings can still be valuable
None of this means ultra-thin coatings, hydrophobic treatments or nano coatings are weak technologies. It means they must be used for the right protection mechanism.
Ultra-thin functional coatings can be valuable where the objective is to modify the surface without adding meaningful thickness. They may help reduce wetting, reduce liquid retention, protect optical or RF-sensitive assemblies, support drainage, or provide light-duty environmental resistance where conventional coating build would create problems.
For RF-sensitive electronics specifically, see RF Transparent Coatings for Electronics & Antennas.
They are particularly relevant where:
- coating thickness must be extremely low;
- connectors, contacts, tolerances or optical surfaces cannot tolerate conventional coating build;
- water shedding or reduced surface wetting is the main requirement;
- RF, LED, sensor or precision component performance must not be affected;
- the exposure is controlled and validated against the real application.
For a wider explanation of this distinction, see Surface Function vs Barrier Function Coatings and What Is an Ultra-Thin Functional Coating.
The key is to define whether the application needs surface function, barrier protection, corrosion resistance, dielectric protection or a combination of these behaviours.
In many practical applications, the solution is not purely a surface treatment or a full environmental barrier. Transitional film-forming coatings can provide an intermediate route where limited film continuity and environmental support are needed without moving fully into traditional conformal coating thicknesses.
When water resistance is not enough
Water resistance should not be treated as a substitute for corrosion protection where the assembly is exposed to aggressive or uncontrolled environments.
This includes applications involving ionic contamination, outdoor exposure, condensation cycles, industrial atmospheres, powered operation under humidity, salt exposure, cleaning residues or long-term damp storage.
In these cases, a stronger barrier strategy may be needed:
- conformal coating where broader PCB environmental protection is required;
- Parylene where highly uniform dielectric and barrier coverage is needed;
- selective masking and process control where only certain areas can be coated;
- hybrid strategies where surface-function coatings support but do not replace a barrier system.
For comparison, see conformal coating solutions and advanced functional coatings.
The correct coating choice depends on the failure mechanism being controlled, not only on whether water beads on the surface.
Practical selection question
Before selecting an ultra-thin coating, ask one simple question: are we trying to change how the surface behaves, or are we trying to prevent corrosion over time?
If the answer is surface behaviour, an ultra-thin functional coating may be a good route. If the answer is corrosion protection, the coating must be validated as part of a full environmental protection system.
These types of coatings are often selected where thickness-sensitive RF, optical, sensor or precision assemblies cannot tolerate conventional barrier coating build.
This is the difference between a useful coating demonstration and a reliable production coating specification.
Why Choose SCH Services?
SCH Services supports electronics manufacturers with coating selection, process development, application trials and production coating services across conformal coatings, Parylene coatings and advanced functional coatings.
We help customers separate coating claims from real process requirements by reviewing the application, exposure conditions, masking limits, inspection route, coating thickness and validation method.
- Technical coating experience: practical support across conformal coating, Parylene and ultra-thin functional coating applications.
- Process-led approach: coating selection based on failure mechanism, production reality and validation evidence.
- Application support: assistance with trials, masking, inspection, coating thickness and process control.
- Production capability: subcontract coating services and engineering support for specialist electronics protection requirements.
To discuss whether water resistance, corrosion protection or an ultra-thin functional coating is the right route for your application, contact SCH Services for technical support.
This article is provided as general technical guidance only. Coating selection, corrosion protection and environmental reliability decisions should always be validated against the relevant application requirements, operating environment, standards, qualification tests and customer specifications.
