
Sensors, meshes and membranes need protection without blocking function
Ultra-thin and surface-function coatings can help where conventional coating thickness or coverage would interfere with performance
Sensors, meshes and membranes often need environmental protection, but they cannot always tolerate the build, bridging or flow restriction associated with conventional conformal coatings.
In these applications, the coating must protect exposed surfaces without blocking pores, changing response behaviour, restricting airflow, affecting optical paths or altering the sensitivity of the device.
The key decision is whether the coating is required to act as a barrier, a surface-function treatment or a carefully controlled ultra-thin coating layer.
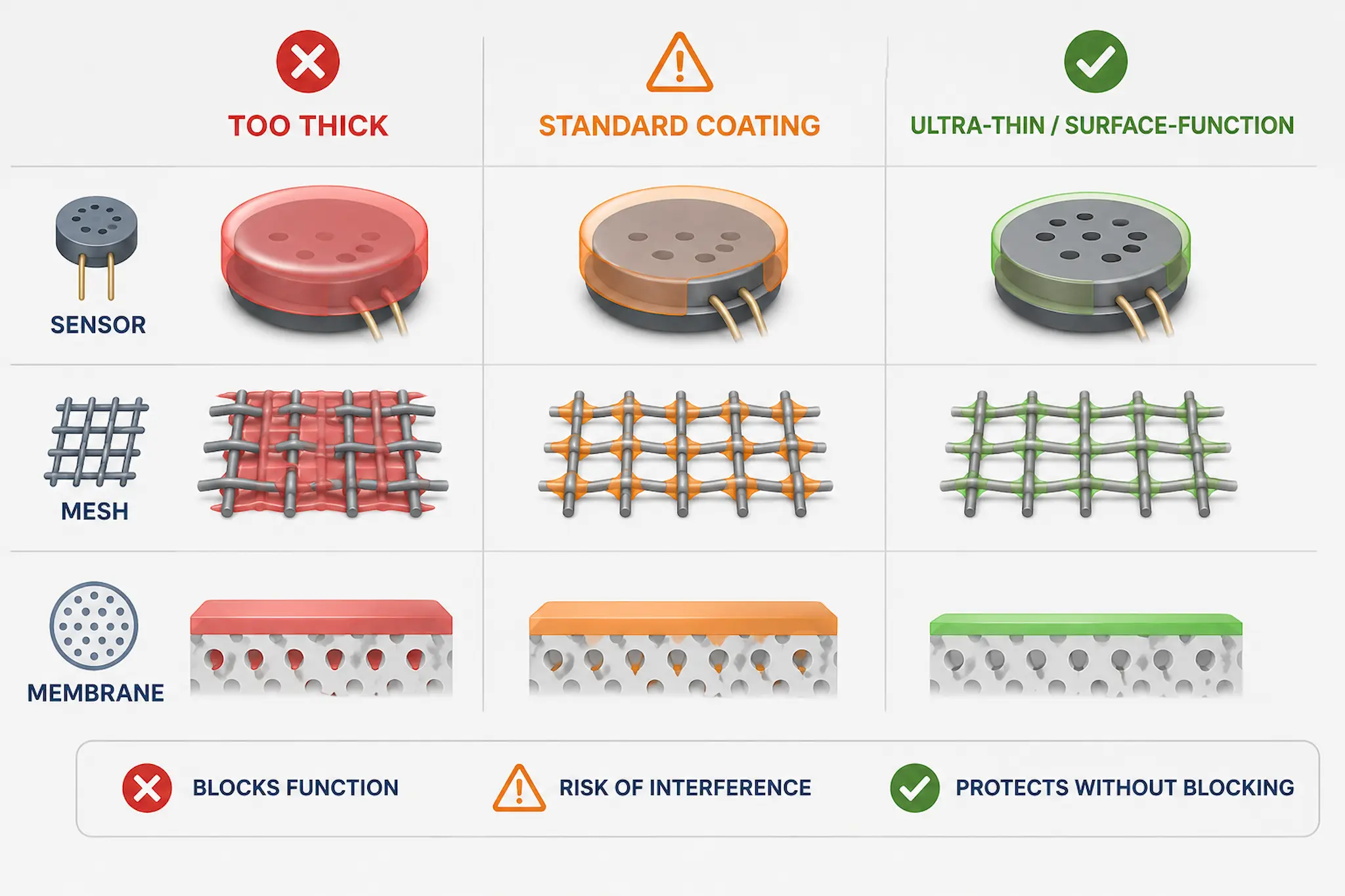
Comparison showing how excessive coating thickness can interfere with sensors, meshes and membranes while ultra-thin coatings help maintain function.
Why these components are difficult to coat
Sensors, meshes and membranes are usually function-led parts. Their geometry and surface behaviour are part of how they work, so coating them is not the same as coating a normal PCB surface.
A coating may need to survive humidity, condensation, contamination or handling, but it must not interfere with the device mechanism. In some cases, a coating that looks thin by PCB standards may still be too thick for the component.
For functional components, coating success is not judged only by coverage. It is judged by whether the part still performs correctly after coating and exposure.
This makes coating selection and process control more important than simply choosing the most protective material.
Typical risks when coating sensors, meshes and membranes
The main coating risks come from adding material to areas where geometry, surface energy, flow path or sensitivity is critical.
- Pore blocking: mesh openings, membrane structures or vents may become partially bridged or sealed.
- Response shift: sensor behaviour may change if the coating alters surface chemistry, mass, thermal transfer or optical response.
- Capillary build-up: coating may collect at edges, apertures, fibres, perforations or fine structures.
- Loss of breathability: membranes may no longer allow the required airflow, vapour transfer or pressure equalisation.
- Inspection difficulty: ultra-thin coatings can be difficult to verify visually without a defined inspection method.
These risks are why trials should focus on functional testing as well as coating appearance.
Where ultra-thin and surface-function coatings can help
Ultra-thin coatings and surface-function treatments can be useful where the aim is to change surface behaviour or provide limited protection without forming a heavy barrier layer.
They may help reduce surface wetting, moisture retention, contamination adhesion or local environmental exposure while keeping coating build low enough for sensitive geometries.
Sensors
Protection must be balanced against response time, sensitivity, optical behaviour, thermal transfer or chemical access.
Meshes
Coating must avoid bridging openings, clogging fine structures or changing airflow and filtration behaviour.
Membranes
Protection must not compromise breathability, flexibility, pressure equalisation or fluid transport behaviour.
When a conventional conformal coating may be unsuitable
Conventional conformal coatings are often effective on standard PCB assemblies, but their typical film build can be too much for fine functional structures.
Spray, dip or selective coating may also create local pooling or bridging if the component has apertures, mesh patterns, fibres, holes, edges or high capillary features.
This does not mean conventional coatings are wrong for every sensor assembly. It means the coating boundary must be defined carefully, and some functional areas may need to be masked, avoided or treated differently.
For wider comparison, see Surface Function vs Barrier Function Coatings and What Is an Ultra-Thin Functional Coating?.
Key design questions before coating
The coating decision should begin with the function of the component and the failure mode being addressed. The same material may be suitable in one design and unsuitable in another.
What must remain open?
Identify pores, apertures, sensing windows, vents, mesh openings and functional interfaces before selecting a coating route.
What must remain sensitive?
Check whether coating mass, thickness, chemistry or optical properties could alter the measurement response.
What exposure is realistic?
Define whether the risk is humidity, condensation, splash, contamination, salt, cleaning, abrasion or immersion.
How will success be tested?
Use functional testing, environmental exposure and inspection criteria rather than visual wetting behaviour alone.
For functional structures, the goal is usually not maximum coating thickness, but the correct balance between protection and performance.
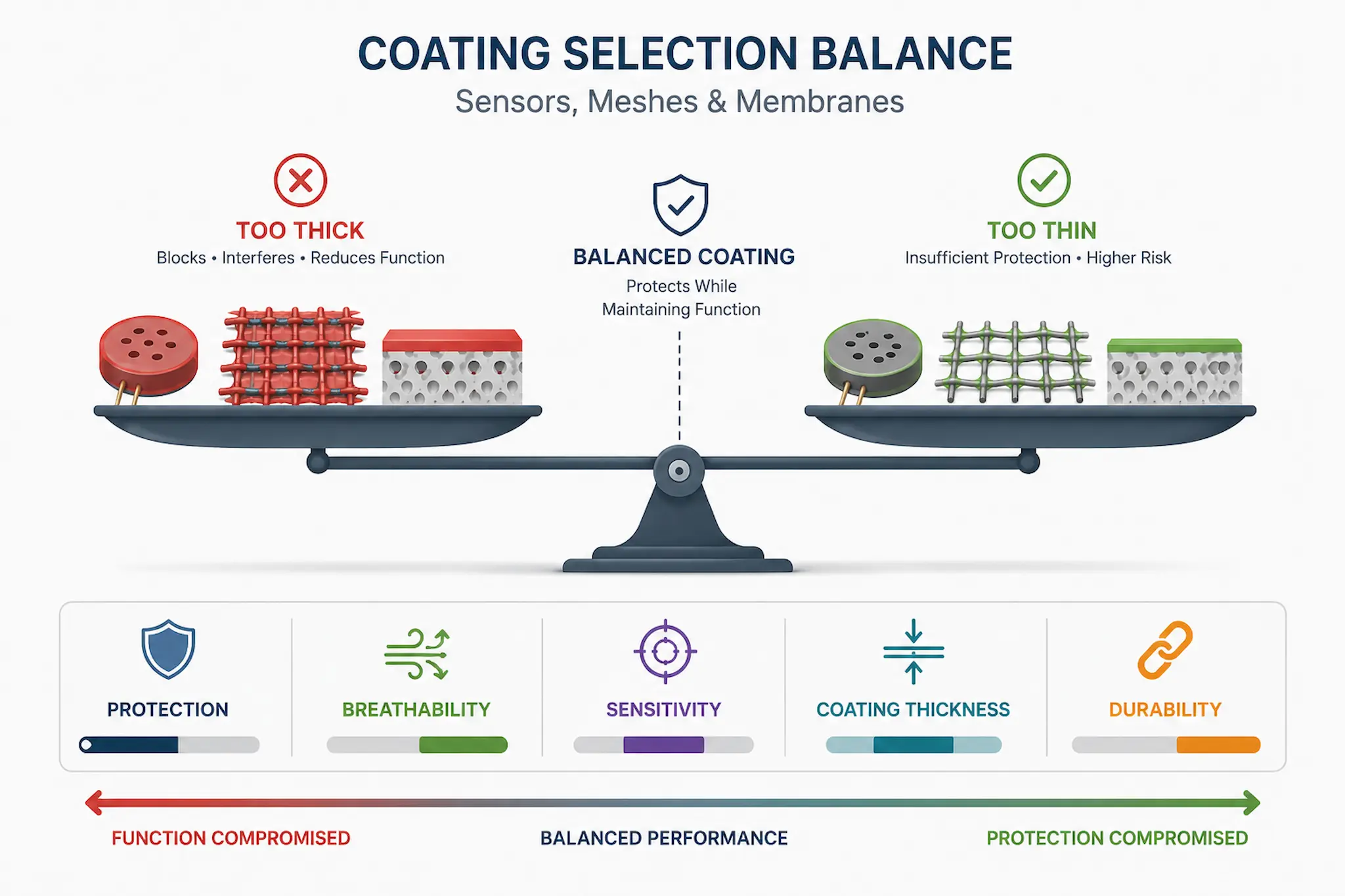
Balancing protection, breathability, sensitivity and coating thickness when coating sensors, meshes and membranes.
The best coating is often the thinnest coating that still delivers the required environmental and durability performance without compromising function.
What protective coatings should not be assumed to provide
For sensors, meshes and membranes, protection claims should be controlled carefully. A coating may improve surface behaviour without providing complete environmental sealing.
Ultra-thin and surface-function coatings should not automatically be assumed to provide:
- Full corrosion protection for exposed metals.
- Complete sealing of joints, seams, holes or membrane edges.
- Permanent durability under abrasion, wiping or aggressive cleaning.
- No effect on sensor calibration or response.
- Equivalent performance to a thicker barrier coating or Parylene system.
The correct approach is to validate both coating performance and component function under realistic operating conditions.
How this connects to the wider coating selection system
Protective coatings for sensors, meshes and membranes sit between conventional conformal coating, ultra-thin functional coating and advanced surface treatment.
If the main requirement is barrier protection, a conventional conformal coating or Parylene process may be more appropriate. If the main requirement is to control wetting, contamination or surface interaction while maintaining function, a surface-function coating may be more suitable.
For related decision-making, see LED and Optical Electronics Need Protection Without Optical Interference, Surface Energy vs Environmental Barrier Protection and Superhydrophobic Coatings for Antennas & Radomes.
Together, these articles help separate thickness-sensitive protection, wetting control, optical performance and environmental barrier requirements.
Where SCH Services can help
SCH Services supports coating selection for sensitive electronics, functional components and difficult-to-protect surfaces where standard conformal coating assumptions may not be suitable.
Support can include coating trials, masking strategy, process development, inspection planning and selection between conformal coating, Parylene, nano coating and ultra-thin functional coating routes.
Why Choose SCH Services?
- Practical coating experience: SCH works across conformal coatings, Parylene, nano coatings and advanced functional coatings.
- Process-led support: Recommendations are based on application conditions, production method, inspection and validation requirements.
- Independent selection thinking: SCH helps compare coating routes rather than forcing every application into one material type.
- Engineering and production capability: Support can include coating trials, process development, masking strategy, inspection planning and subcontract coating.
For coating selection support, review our Advanced Functional Coatings, Ultra-Thin Coatings and Hydrophobic Coatings pages.
This article provides general technical guidance only. Final coating selection, component function, environmental durability and reliability decisions must be validated against the relevant application requirements, test standards and qualification procedures.
