
In some applications, thinner coatings can reduce risk rather than increase it
Coating thickness is often treated as a simple measure of protection. The assumption is that a thicker coating must provide better environmental protection, stronger insulation and greater reliability.
That can be true in many conventional conformal coating applications, but it is not a universal rule. On complex electronics, adding more coating can also introduce new risks.
In some situations, a thinner coating can protect better because it interferes less with the assembly, flows more effectively into critical areas, reduces masking burden and avoids some of the failure modes associated with excessive film build.
In many modern electronics assemblies, the engineering challenge is no longer maximum coating thickness, but achieving the required protection with minimum interference. This is explored further in Why Ultra-Thin Coatings Change the Protection Conversation.
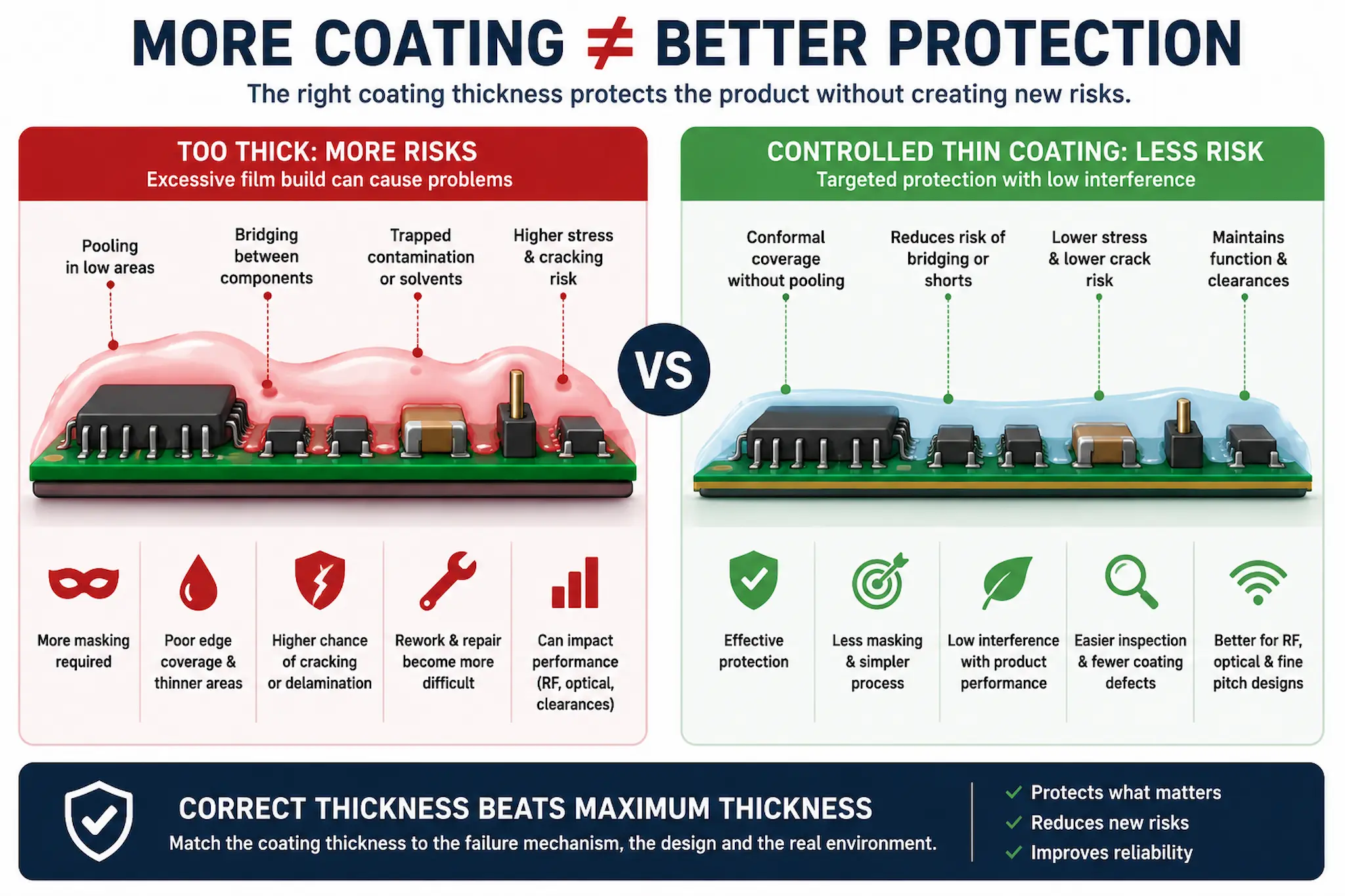
Excessive coating thickness can introduce pooling, cracking, masking and interference problems on sensitive electronics assemblies.
Why thickness can become a problem
Thicker coatings can be useful when a robust barrier is required, but excessive or unsuitable film build can create problems around components, connectors, fine-pitch devices and mechanical interfaces.
Common problems can include pooling, bridging, cracking, trapped contamination, poor edge behaviour, stress on delicate parts and increased rework difficulty. Excessive or poorly controlled coating build can also increase the risk of bubbles and pooling defects, coating cracking and masking-related process variation where complex keep-out areas are involved.
The correct coating thickness is the thickness that controls the real risk without creating a bigger process or performance problem.
This is why coating selection should start with the assembly, failure mechanism and exposure conditions rather than with a fixed belief that more film build is always safer.
For a wider explanation of this coating-selection logic, see Surface Function vs Barrier Function Coatings.
Where thinner coatings can help
Thin coatings can be useful when the design has sensitive areas that do not tolerate heavy coating build. This is especially relevant where the coating must protect without changing how the product works.
Fine-pitch electronics
Lower build can reduce bridging, pooling and clearance problems around dense assemblies.
LEDs and optical parts
Thin films may reduce the risk of changing light output, colour or transparency. This is explored further in Ultra-Thin Coatings for LEDs and Optical Electronics.
RF and sensor areas
Reduced film build can help limit unwanted electrical, dielectric or signal interference where coating thickness itself may affect RF or sensor behaviour. See RF transparent coatings for electronics & antennas.
Low-mask processes
Less intrusive coatings may reduce masking complexity and related production defects.
Thin does not mean weak
A thin coating should not automatically be treated as a weak coating. In many applications, the protection mechanism matters more than the physical film thickness. Some coatings protect by changing surface interaction, reducing wetting, improving chemical resistance, limiting contamination adhesion or maintaining surface function with minimal interference.
This is different from relying only on physical thickness as the main protection mechanism. The coating may be thin, but the protection mechanism may still be highly relevant to the application.
For deeper context, see Surface Function vs Barrier Function Coatings and What Is an Ultra-Thin Functional Coating?.
When thicker coatings are still the right answer
This does not mean thin coatings are always better. Many assemblies still need conventional conformal coatings, Parylene coatings or thicker barrier systems to provide insulation, coverage and environmental separation.
The mistake is not using a thick coating. The mistake is assuming thickness alone proves suitability.
The best coating is not the thickest coating. It is the coating that matches the failure mechanism, product design and validation requirement.
For this reason, thin coatings and thick coatings should be compared by function, risk and qualification evidence rather than by thickness alone. In many applications, the key distinction is between surface interaction and true environmental barrier performance. See surface energy vs environmental barrier protection.
This is also why water repellency should not be treated as proof of corrosion resistance, environmental isolation or long-term electronics reliability. See Why Water Beading Is Not Proof of Electronics Protection for more context.
What should be validated
Any coating thickness decision should be validated against real use conditions. This may include electrical performance, insulation resistance, condensation behaviour, humidity exposure, chemical resistance, optical performance, RF performance and coating coverage.
For ultra-thin, hydrophobic or functional coatings, validation should prove that the surface effect or low-interference behaviour actually reduces the failure risk. For barrier coatings, validation should prove that film build, coverage and insulation are sufficient.
Related context is available in What Is an Ultra-Thin Functional Coating?, Why Water Beading Is Not Proof of Electronics Protection and Ultra-Thin Coatings.
Why Choose SCH Services?
SCH Services supports coating selection, coating trials, process development and production coating for electronics where protection, reliability and manufacturability all need to be considered together.
- Practical coating experience: SCH works across conformal coating, Parylene and advanced functional coating processes.
- Process-led decision support: coating selection is based on application risk, production method and validation requirements.
- Trial and production capability: SCH can support early evaluation, sample coating, process definition and subcontract coating routes.
Disclaimer: This article is provided as general technical guidance only. Coating selection, process design and product suitability must be validated against the relevant application requirements, operating environment, customer specifications and qualification tests.
