
Why Masking Is the Leading Cause of Conformal Coating Defects
Understanding how masking introduces more variability and risk than the coating process itself
Many conformal coating defects caused by masking are incorrectly attributed to coating chemistry, viscosity, cure profile, or application parameters. In real production environments, a significant proportion of NCRs and customer rejects trace back to masking decisions and masking discipline.
What was masked, how it was sealed, how it was removed, and whether edges were correctly inspected and touched up after de-masking frequently determines whether a coated assembly passes or fails — even when the coating process itself is stable and well controlled.
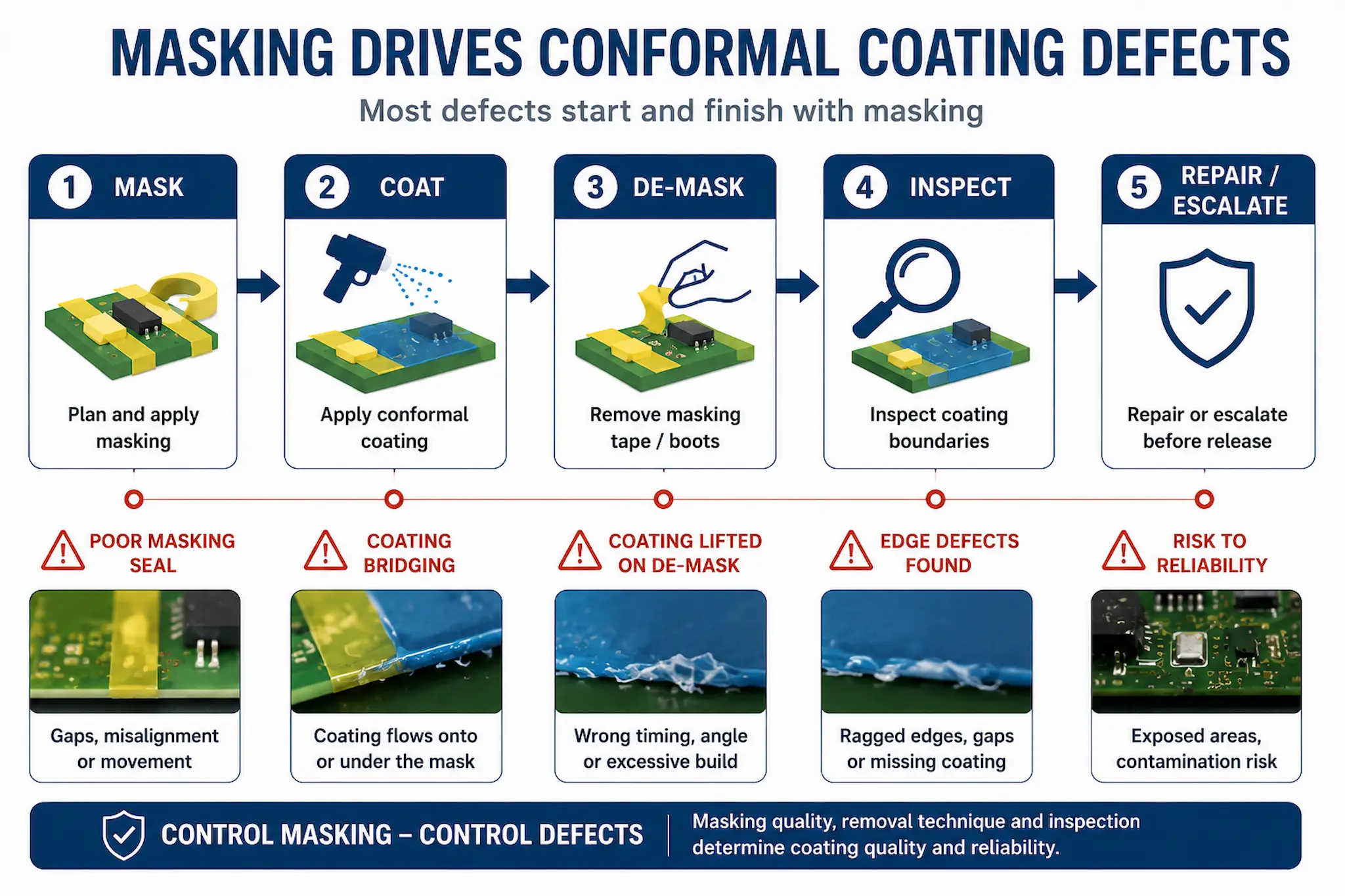
Simple defect-path infographic showing how masking issues can lead to conformal coating defects, coating ingress, de-masking damage and reliability problems.
Related Knowledge Hubs:
Conformal coating defects caused by masking often start before coating begins
Masking is not a minor preparation activity — it is a primary process control step. If masking is incorrect, poorly sealed, misaligned, contaminated, or inconsistently removed, coating defects will occur regardless of coating chemistry or equipment capability.
Many so-called “coating defects” are in fact location or boundary failures: coating appears where it is prohibited, or is missing where it is required. For wider context on how defects connect across production, see the Conformal Coating Defects Hub.
These issues are often compounded by inconsistent coating thickness and uncontrolled flow behaviour. Even where masking is correct, variation in the process can still lead to unpredictable results. See Inconsistent Coating Thickness: Why Process Control Fails.
Common masking-related conformal coating defects
- Coating ingress into keep-out zones due to poor seals, incorrect masking method, capillary paths or mask movement. See the practical bulletin Connector Masking Failures: Contact Area Contamination for a connector example, and Protecting Connector Interfaces Without Conformal Coating Them for wider engineering guidance.
- Conformal coating lifted or removed during de-masking due to coating bridging, unsuitable removal timing, excessive edge build or incorrect peel angle. See Masking Tape Removes Conformal Coating During De-Mask.
- Residue or contamination from masking materials causing dewetting-like symptoms or adhesion loss. For a practical production example, see Silicone Contamination from Masking Materials.
- Masking dots lifting or moving during coating allowing coating to reach test points, vias, contact areas or other protected keep-out zones. See Masking Dots Lift During Conformal Coating.
- Perfect masking but coating defects still occur because masking only controls the coating boundary. Defects such as de-wetting, fisheyes, craters, contamination, thin coverage and adhesion loss can still develop within correctly masked areas when surface preparation, contamination control, coating application or process stability are not properly controlled. See Why Perfect Masking Still Produces Coating Defects.
- Poor edge definition caused by tape placement, boot fit, incomplete sealing or poorly controlled spray shielding.
- Rework loops driven by inconsistent or difficult-to-inspect masking approaches.
Why masking causes most conformal coating defects
1) Masking defines where coating is allowed and prohibited
Defects frequently arise because the physical masking approach does not accurately reflect drawing requirements, customer instructions, or real-world access limitations. If coating is present in prohibited zones or absent in required areas, masking — not coating — is usually the primary contributor.
See: Masking Methods & Materials and Masking Strategies in Conformal Coating.
2) Masking materials introduce contamination risk
Adhesives, elastomers and liquid masks can introduce low-level contamination that is not visually obvious but sufficient to cause surface-energy related defects such as dewetting or poor adhesion. These are classic masking-induced coating defects that can persist even when application parameters are within specification.
Review contamination controls here: Surface Preparation & Cleanliness, see Boards Look Clean but Still Fail Conformal Coating for examples of hidden contamination that may not be visible during inspection, and compare symptoms against known mechanisms in the Defects Hub.
3) Boots and caps fail when the protection method is misunderstood
Reusable boots can improve repeatability only when correctly selected, seated and matched to the coating process. One common mistake is assuming that every masking boot is intended to function as a liquid-tight seal.
In practice, some boots are designed primarily as spray shields, while others are intended to provide sealing performance in dip coating, Parylene masking or other high-ingress-risk processes. Problems occur when a shielding solution is expected to perform as a sealing barrier, or when a sealing application is treated as a simple shielding task.
Guidance: How to Mask a PCB Using Boots, Why a Connector Masking Boot Does Not Always Prevent Coating Ingress and (for vapour processes) Parylene Masking Considerations.
4) De-masking creates self-inflicted defects
A common NCR pathway is correct coating followed by uncontrolled de-masking. Conformal coating can be lifted from edges, solder joints or protected areas when the tape is removed at the wrong cure stage, pulled at the wrong angle or allowed to bridge heavily across the tape boundary.
This is a process discipline failure, not a coating chemistry failure. See Masking Tape Removes Conformal Coating During De-Mask for practical controls.
Controls that prevent de-masking defects
- Defined removal timing based on coating chemistry and masking type.
- Standardised peel direction and removal angle (especially for tapes and custom shapes).
- Mandatory post-de-masking edge inspection before release.
- Clear touch-up rules (operator-correctable vs escalation-required).
- Golden samples and visual standards at the workstation.
How masking-driven defects present in production
Coating ingress into keep-out zones
- Incorrect assumption that shields act as sealed barriers.
- Insufficient edge sealing or boot compression.
- Mismatch between drawing intent and masking execution (cross-check the Design Hub).
Missing coating in required areas
- Over-masking, misaligned custom shapes, or “mask left on” events.
- Shadowing caused by fixtures or temporary barriers.
- Inadequate inspection planning for required coverage (see Inspection: Standards & Methods).
Residue marks and dewetting-like symptoms
- Adhesive transfer from tapes or dots.
- Ageing or mishandled masking materials.
- Residual contamination that mimics coating-parameter problems (compare against defect guidance such as Orange Peel and related defect pages).
The masking-first checklist to reduce conformal coating defects caused by masking
- Define keep-out zones clearly on drawings (and confirm customer-specific overrides).
- Select the right masking category: tape/dots (fast), boots/caps (repeatable), custom shapes (high volume), latex/hybrid (sealed barriers).
- Design for masking access: ensure there is physical space to place and remove masks cleanly.
- Seal barriers intentionally: do not rely on assumptions about shields.
- Control de-masking: timing, technique, and peel angle must be standardised.
- Mandate inspection + touch-up after de-masking before release.
- Escalate critical-interface defects rather than “fix quietly”.
When masking-driven defects must be escalated
- Coating removal from solder joints or protection areas where evidence of rework/verification is unclear.
- Ingress affecting connectors, test points, RF interfaces, or high-voltage spacing. Review Protecting Connector Interfaces Without Conformal Coating Them where connector contamination could affect electrical performance or reliability.
- Repeated solvent or mechanical rework that increases latent risk.
External reference
- Overview of conformal coatings, materials, and applications: Conformal coating (Wikipedia)
Next steps
Reducing conformal coating defects starts by treating masking as a controlled process, not a secondary activity. Where defects persist, review masking selection, sealing, removal, and inspection discipline before adjusting coating parameters.
Further guidance is available via Masking Products & Solutions or through conformal coating consultancy and process support.
Want the wider defect map? Return to the Conformal Coating Defects Hub to explore related failure mechanisms and prevention guidance.
