
How to Mask a PCB with Boots
Reusable masking boots for connectors, keep-outs and repeatable conformal coating control
Reusable masking boots are widely used to protect connectors and defined keep-out areas during conformal coating. When implemented correctly, they provide faster masking, improved repeatability, and more consistent edge definition compared to tape-only approaches.
However, masking failures with boots are rarely caused by the component itself. In most cases, defects originate from poor fit, incomplete sealing, incorrect process timing, or lack of standardisation.
This guide explains how to apply masking boots in a controlled, repeatable way so they function as a reliable process tool rather than a variable source of defects.
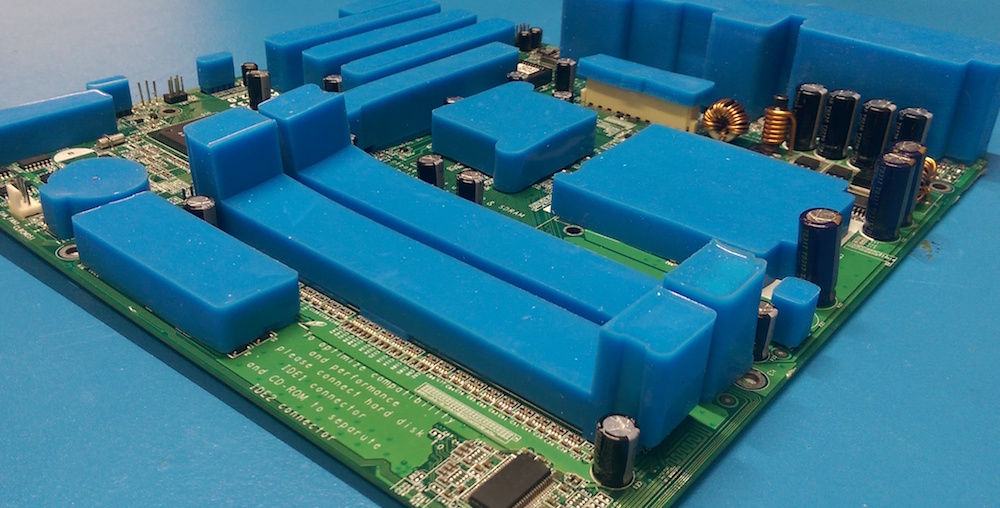
Reusable boots fitted to connector areas to protect keep-outs and improve masking consistency during conformal coating.
Tools and materials required
- Reusable boots, caps or shields matched to connector geometry
- Optional sealing materials (tape or liquid mask for vents and gaps)
- Tweezers or applicators for controlled placement
- Calipers or drawings for fit verification
- PPE and adequate lighting or magnification
- Inspection tools (white light or UV inspection)
Prepare the PCB and define keep-outs
Ensure the assembly is clean, dry and free from contamination before masking. Identify all keep-out areas including connectors, sockets, switches and test points.
Surface condition directly affects sealing performance. Contamination increases the risk of leakage and inconsistent edge definition.
Select the correct boot
- Fit: Full seating without excessive stretch or distortion
- Geometry: Clearance for latches, keys and surrounding features
- Material: Compatible with coating chemistry and cure profile
- Repeatability: Standardised use across assemblies
For broader selection criteria, see masking material selection. For connector-specific risks, see protecting connector interfaces without conformal coating.
Reality check: most failures are caused by poor seating or unsealed leakage paths, not by the masking boot itself.
Fit, seal and vent
Fit: Seat the boot squarely with full edge contact.
Seal: Close small gaps or vents using compatible masking materials where ingress prevention is required.
Vent: Ensure air can escape to prevent capillary draw during coating.
Important: Not all masking boots are intended to create a liquid-tight seal. Some function primarily as spray shields, while others are designed for sealing or a combination of both. The masking method should be validated against the actual coating process rather than judged on fit alone. See Why a Connector Masking Boot Does Not Always Prevent Coating Ingress and Connector Masking Failures: Contact Area Contamination.
Verify before coating
Check that all boots are fully seated, stable and free from distortion. There should be no gaps or rocking.
Where required, perform a dry run to confirm compatibility with fixturing and coating access.
Coat, remove and inspect
Apply coating using the defined process. Remove boots at the correct stage to achieve clean edges and minimise tearing or residue.
Inspect edges and protected areas under white or UV light to confirm no ingress or contamination.
Quality checks and acceptance
- Clean, continuous edge definition
- No coating ingress into connectors
- No bridging or pooling near vertical surfaces
- Compliance with IPC-A-610 and customer specifications
Common issues and prevention
For full root cause analysis, see masking-related conformal coating defects.
- Leakage due to poor sealing or contamination
- Capillary draw through vents or gaps
- Excess coating build-up around connector walls
- Residue caused by incorrect removal timing
Related masking guidance
Why Choose SCH Services?
Effective masking is not just about materials — it is about process control, repeatability, and understanding how masking interacts with coating, curing, and inspection.
- ✔ Proven masking strategies across complex PCB assemblies
- ✔ Support for tapes, boots, shapes and hybrid masking systems
- ✔ Process development and troubleshooting expertise
- ✔ Operator training aligned to IPC and production requirements
- ✔ Integrated coating, masking and inspection solutions
📞 Call: +44 (0)1226 249019 ✉ Email: sales@schservices.com 💬 Contact Us ›
