
Why a Connector Masking Boot Does Not Always Prevent Coating Ingress
Understanding the difference between sealing, shielding and real connector protection
Typical Environments: Manual coating, selective spray, batch coating, dip coating, Parylene masking, masking boot trials and repeat production builds
Engineering observation: One common misconception in conformal coating masking is that a connector masking boot must always create a liquid-tight seal to be effective. In practice, some boots are designed to seal, some are designed to shield and many provide a combination of both.
The important question is not simply whether the boot fits the connector or whether it creates a perfect gasket. The important question is whether the boot protects the required area consistently within the intended coating process.
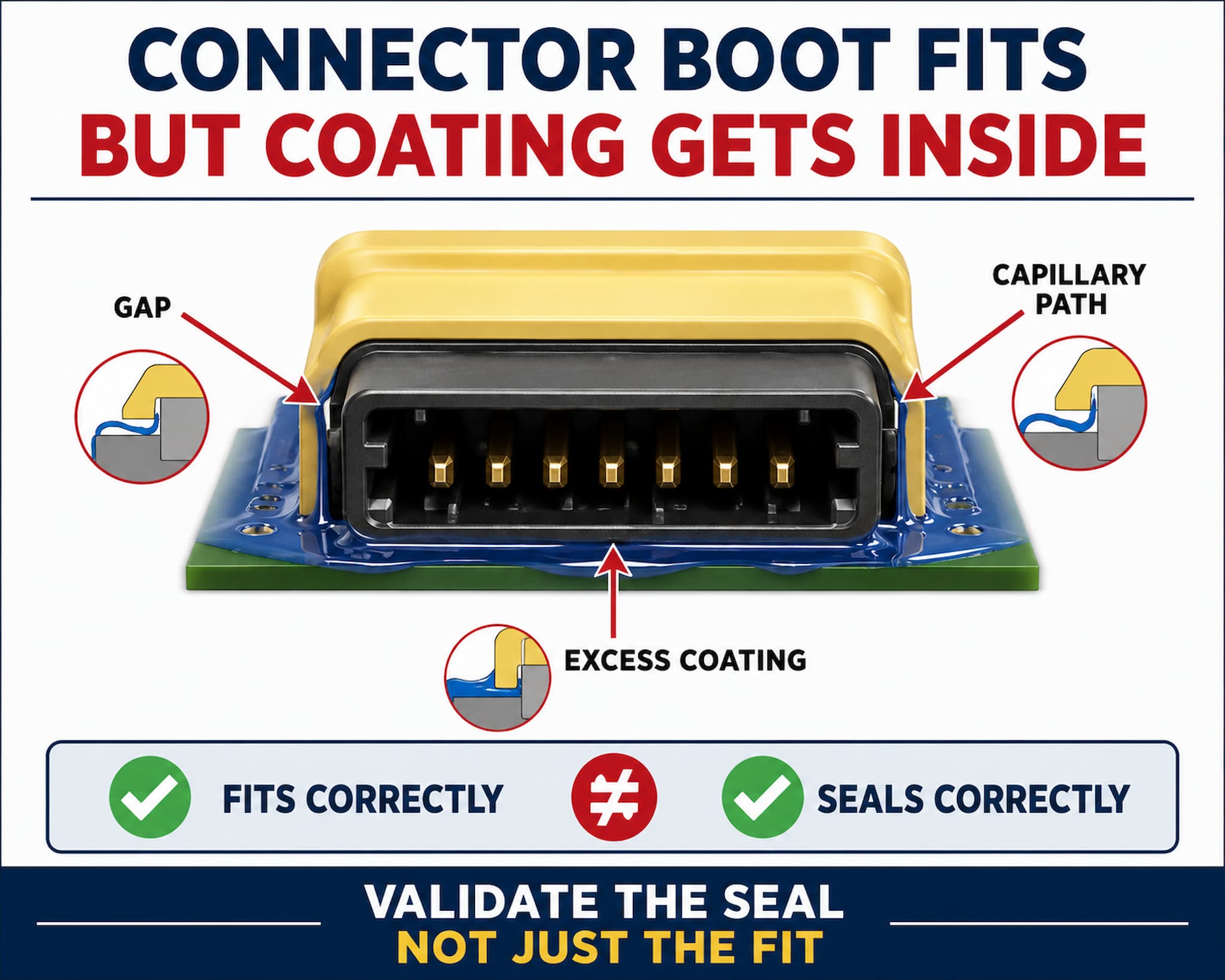
A connector masking boot may appear correctly fitted yet still allow conformal coating ingress through gaps, capillary paths or excess coating accumulation. Effective masking requires validation of the protection method, not just the visual fit.
Sealing and shielding are not the same thing
Connector masking boots are not all used for the same purpose. The correct masking approach depends on the coating process, coating material, connector geometry and risk level.
Sealing boots
Sealing boots are used where the masking method must prevent coating from reaching the protected area. This is especially important in dip coating, Parylene masking and other processes where liquid, vapour or deposited coating can reach areas that are not directly exposed to a spray pattern.
Shielding boots
Shielding boots are used where the primary objective is to block or deflect coating from the connector during spray application. In these cases the boot may not need to create a perfect gasket, because the protection comes from preventing direct coating impingement rather than resisting immersion or vapour penetration.
Process note: A boot that is suitable for spray shielding may not be suitable for dip coating or Parylene processing. The masking method must be validated against the actual coating process, not judged by fit alone.
Why coating can still reach the protected area
When a boot is expected to seal, coating ingress usually means the protection method has not controlled the real process conditions. Connector boots rely on compression, geometry, seating and coating control. If any of these are weak, liquid coating can wick, creep or be driven past the boot edge.
Common causes
- Insufficient compression: the boot sits on the connector but does not generate enough sealing pressure.
- Connector tolerance variation: small differences between connectors can reduce the seal on some assemblies.
- Boot mis-seating: the boot looks fitted but is not fully seated around the connector body.
- Coating pooling: excess coating around the connector increases the chance of leakage.
- Capillary paths: gaps, moulding features or connector geometry can pull coating underneath the seal.
- Spray angle or turbulence: atomised coating can reach areas the boot was not positioned to shield.
- Movement during handling: the boot can shift slightly during coating, curing, transport or demasking.
When boot wear matters and when it does not
Reusable masking boots will wear over time. They may lose some compression, become easier to fit, loosen slightly or show signs of handling damage. This does not automatically mean the boot has failed.
If the boot is being used as a sealing device, wear can be critical because reduced compression can allow liquid or vapour ingress. If the boot is being used mainly as a spray shield, the same level of wear may still be acceptable if the boot continues to block the spray path and protect the connector interface.
Practical finding: The failure criterion should not be whether a boot creates a perfect seal in isolation. The failure criterion should be whether coating reaches the protected area in a way that affects function, inspection acceptance or customer specification.
Practical findings during production
In production, the most important question is not whether the boot fits once. The important question is whether it protects repeatedly across boards, operators, connector batches and coating conditions.
In many investigations the masking boot is initially blamed. However, the root cause is often coating volume, spray direction, connector variation, incomplete seating, coating build-up around the connector or an incorrect masking strategy rather than a defect in the boot itself.
It is also important to recognise that some apparent connector masking failures are not actually caused by connector protection at all. Damage introduced during de-masking can create the appearance of masking failure, particularly where coating boundaries are disturbed or lifted during masking removal. See Masking Tape Removes Conformal Coating During De-Mask.
Small masking features can create similar confusion. If masking dots lift, float or move during coating, contamination may appear at protected test points, vias or contact areas even though the original dot placement looked acceptable. See Masking Dots Lift During Conformal Coating.
Recommended Actions
Quick Validation Checklist
- Define the function
Decide whether the boot is intended to seal, shield or provide a combination of both. - Verify the fit
Check seating, compression, connector tolerances and potential leakage paths around corners, flange details, pin fields and connector edges. - Validate the process
Control coating volume, review spray direction and confirm the masking method remains effective under actual production conditions. - Test repeatability
Validate the boot across multiple assemblies, operators and connector batches rather than relying on a single successful sample. - Control the lifecycle
Define wear limits, train operators to recognise boot damage and include de-masking within the validation process. A correctly fitted boot can still appear to fail if coating is damaged during masking removal. See Masking Tape Removes Conformal Coating During De-Mask.
When to escalate the issue
If coating repeatedly reaches the connector despite correct boot use, the masking design and coating process should be reviewed rather than simply asking operators to be more careful.
Escalation is recommended when ingress occurs on multiple assemblies, only appears after coating, varies between operators, is linked to connector geometry, or appears after a masking boot has been reused for several production cycles.
Related guidance
Connector Masking Failures: Contact Area Contamination
Conformal Coating Masking Solutions
Protecting Connector Interfaces Without Conformal Coating Them
Need help eliminating connector contamination?
SCH Services supports masking material selection, masking boot evaluation, coating process review and production troubleshooting for conformal coating and Parylene processes.
Where connector protection is critical, the most reliable route is usually to evaluate, validate and then standardise the masking method before production volumes increase.
Why Choose SCH Services?
Production experience: masking materials are selected from real coating-service use, not just catalogue suitability.
Process understanding: SCH works across masking, coating, inspection, rework and operator training.
Practical support: evaluation can include sample trials, process review and masking method recommendations.
Coating expertise: support is available for liquid conformal coating, Parylene coating and advanced functional coating applications.
Note: This bulletin provides general technical guidance only. Masking methods, coating materials and process controls should always be validated against the specific assembly, coating specification, production method and applicable customer or industry requirements.
