
Parylene vs Conformal Coating: How to Choose the Right Protection for Electronics
Comparing vapour-deposited Parylene with traditional liquid conformal coatings
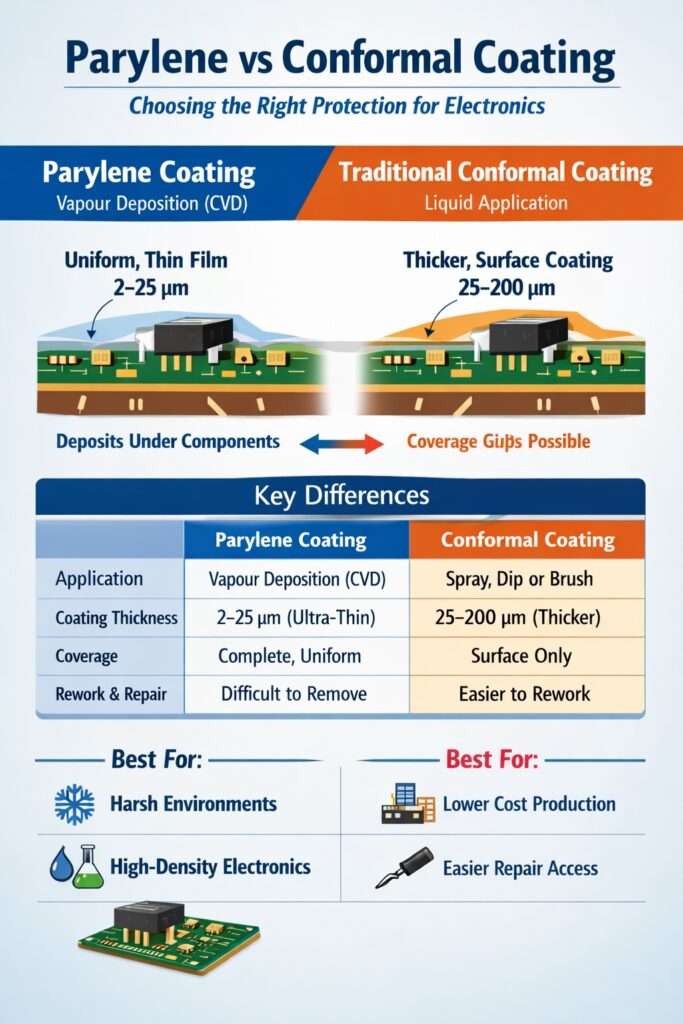
Parylene and liquid conformal coatings are both used to protect electronic assemblies from moisture, contamination and corrosion, but they are fundamentally different technologies. One is deposited as a vapour-phase polymer film in a vacuum chamber. The other is applied as a liquid by spray, dip, brush or selective coating.
That difference affects thickness, coverage, masking requirements, rework, cost and long-term reliability. The correct choice is not simply about which material performs better in theory, but which process best matches the assembly, environment and production model.
This guide compares the two approaches in practical engineering terms so you can decide where Parylene is justified, where liquid coatings remain more efficient and where newer ultra-thin approaches may have a role.
What makes Parylene different from liquid conformal coating?
Traditional conformal coatings are liquid-applied polymers such as acrylic, silicone, polyurethane or epoxy. They are deposited onto the assembly surface and then cured to form a protective film.
Parylene is deposited using a chemical vapour deposition process, producing an ultra-thin polymer film that forms uniformly on exposed surfaces. This gives it very different coverage behaviour, especially in fine geometries and beneath components.
If you want to understand the vapour deposition mechanism in more detail, see the Parylene Deposition Process Parameters guide.
Key differences between Parylene and conformal coatings
| Feature | Parylene Coating | Liquid Conformal Coating |
|---|---|---|
| Application method | Vacuum CVD vapour deposition | Spray, dip, brush or selective coating |
| Coverage | True conformal deposition on exposed surfaces, including under many components | Primarily line-of-sight coating |
| Film thickness | Typically 2–25 µm | Typically 25–200 µm |
| Pinholes | Typically very low risk when process is controlled | Can occur depending on material and application method |
| Edge build-up | Very uniform thickness | Meniscus and pooling can occur |
| Processing environment | Vacuum deposition system | Atmospheric processing |
| Repair / rework | Usually more complex to remove | Usually easier to remove and repair |
When Parylene is the better choice
Parylene is typically selected where maximum protection is required at low film thickness, or where geometry makes line-of-sight coating inadequate.
- Miniaturised electronics where added thickness must remain extremely low
- High-density PCBs where coating beneath components is beneficial, including many PCB protection applications
- Harsh environments involving salt exposure, condensation or aggressive contamination
- Medical electronics where ultra-thin protection is important
- Aerospace and other high-reliability electronics where protection margins are tight
For many assemblies, useful Parylene thicknesses sit in the 5–25 µm range. A more detailed engineering discussion is provided in the Parylene Thickness Specification Guide.
Reality check: Parylene is not automatically the best solution just because it is thinner or more uniform. The real question is whether the reliability gain justifies the process complexity, masking burden, costs and rework limitations for that product.
When traditional conformal coatings are more practical
Liquid conformal coatings remain widely used because they can be simpler, lower cost and easier to integrate into established manufacturing lines.
- Large assemblies where lower process cost matters
- High-volume production using selective coating systems
- Products requiring easier repair and rework
- Moderate operating environments where full vapour-deposited coverage is unnecessary
Common chemistries include acrylic, silicone, polyurethane and epoxy, each with different balances of flexibility, chemical resistance and removability.
Inspection and thickness control remain critical. For more on that, see the Conformal Coating Thickness Verification guide.
Cost comparison: Parylene vs conformal coating
Cost comparison is rarely as simple as “Parylene is expensive and liquid coating is cheap”. The correct view depends on the full process.
- Equipment and process requirements
- Production volume and batch size
- Required thickness and performance margin
- Masking complexity and de-masking labour
- Rework expectations and downstream quality risk
- Risk of the product in the field
Although Parylene usually has a higher processing cost per cycle, it can provide superior protection at significantly lower thickness. In some designs that can offset cost through improved reliability or reduced design constraints.
There is also growing interest in ultra-thin deposited films for specialist applications where optical clarity, minimal film build and reduced masking burden matter. For a practical view of where these newer approaches may fit, read our Insight on hybrid ALD/CVD coatings for LEDs.
Choosing the right coating technology
Selecting the correct coating technology should be based on the assembly and the risk, not simply on familiarity or material reputation.
- Environmental exposure
- Required service life
- Assembly density and geometry
- Thickness constraints
- Manufacturing process capability
- Masking and rework strategy
In practice, many manufacturers use both approaches depending on product family and performance target. The best decision usually comes from comparing process capability, inspection burden and actual failure risk rather than comparing datasheets alone.
Related guidance
Frequently Asked Questions
Is Parylene better than conformal coating?
Parylene can provide superior environmental protection, particularly for high-density electronics and harsh environments. However, traditional conformal coatings are often more cost-effective and practical for larger assemblies or moderate environments.
How thick is Parylene compared to conformal coating?
Parylene coatings are typically applied at 2–25 µm, whereas most liquid conformal coatings are applied at 25–200 µm. Despite being much thinner, Parylene can still provide excellent dielectric and environmental protection.
Can Parylene coat underneath components?
Yes. Because Parylene is deposited using a vapour-phase CVD process, it can reach beneath many components and into complex geometries that liquid coatings cannot coat effectively.
Is Parylene more expensive than conformal coating?
Parylene generally has a higher processing cost due to the vacuum deposition equipment and associated process requirements. However, the thinner film and higher performance can justify that cost in critical applications.
Which industries use Parylene coatings?
Parylene coatings are commonly used in aerospace, medical devices, automotive electronics, MEMS sensors and other high-reliability applications.
Can Parylene coatings be removed for repair?
Yes, but removal is usually more specialised than with liquid coatings. Techniques such as micro-abrasive stripping or plasma-based removal may be used depending on the coating and application.
Why Choose SCH Services?
Partnering with SCH means gaining a complete, integrated platform for Parylene and conformal coating—services, equipment, materials and training—built around process control and repeatability.
- ✈️ 25+ Years – trusted worldwide
- 🛠️ End-to-End Support – coating, masking, validation and inspection
- 📈 Scalable Solutions – prototypes to steady production
- 🌍 Global Reach – support across Europe, North America and Asia
- ✅ Process Control – traceability, coupons and inspection discipline
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
Fast links: Parylene Coating Services | Parylene Training & Support | Parylene Equipment
