
Conformal Coating Process Control Hub
Production stability, process windows, validation, inspection checkpoints and coating repeatability
This hub focuses on how conformal coating processes are controlled and stabilised in production.
A conformal coating process is not controlled by material choice alone. Stable results depend on defined process windows, surface preparation, coating method, viscosity, application control, curing, inspection, thickness verification and operator discipline working together.
This hub brings together SCH technical guidance on conformal coating process control, helping engineers reduce variation, identify drift, improve repeatability and prevent defects before they become production issues.
For method selection, use the Application Methods Hub. For cleaning and adhesion preparation, use the Surface Preparation Hub. This page focuses on keeping the coating process stable once the production route is defined.
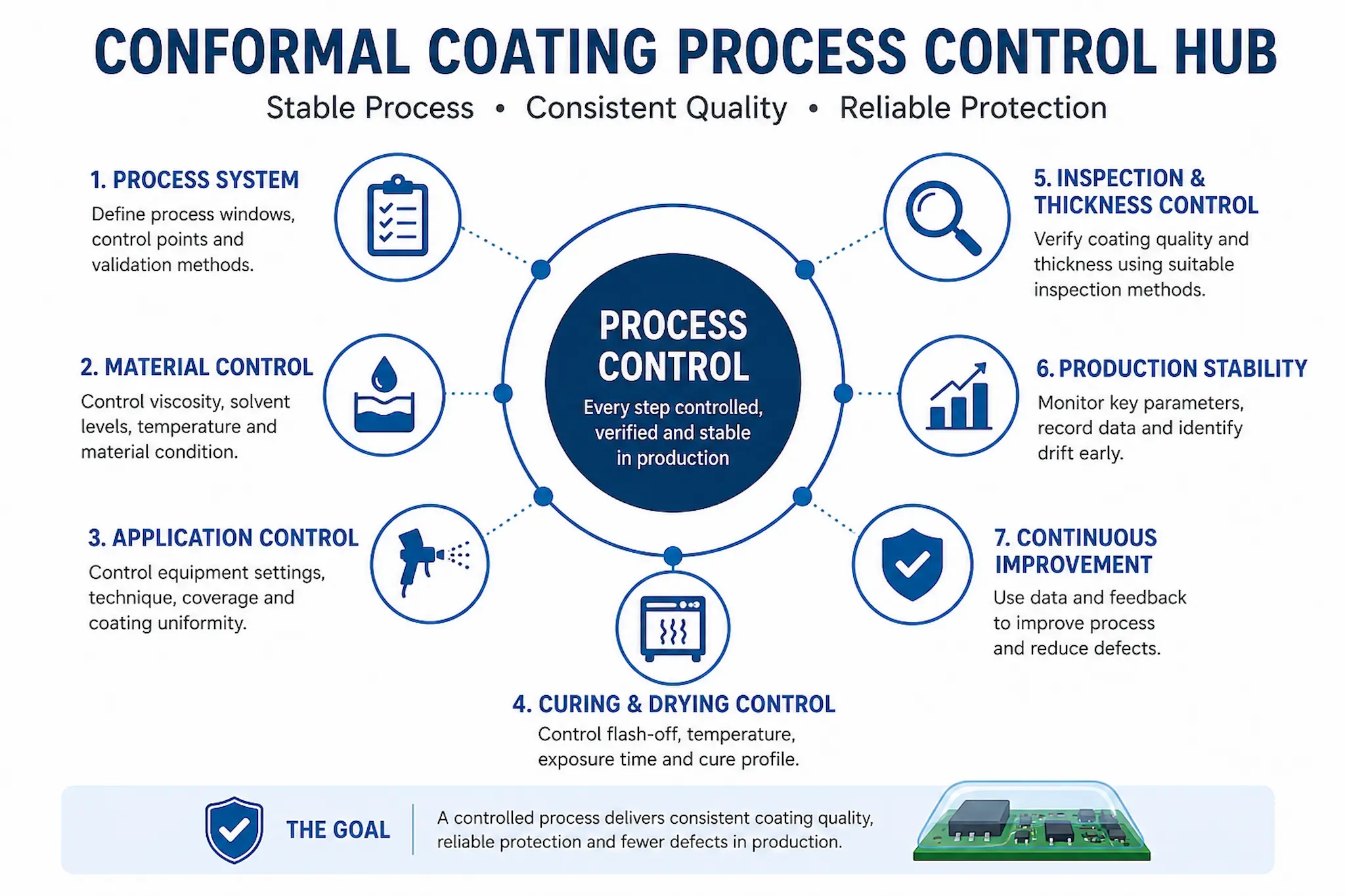
Simple infographic showing the key control stages used to maintain stable and repeatable conformal coating production processes
Where are you in the process control problem?
- Trying to define the whole control system → Process Control System
- Seeing drift in coating finish or thickness → Viscosity & Material Control
- Trying to verify coating thickness → Thickness Measurement & Verification
- Seeing cure, bubbles or film defects → Curing & Drying Control
- Scaling from trials to production → Production Line Setup
Process Control Index
| Topic | More | Article |
|---|---|---|
| Conformal Coating Process Control – production stability, validation and connected control points | 🔗 | ↗ |
| Why Conformal Coating Processes Fail – root causes of instability, drift and repeat defects | 🔗 | ↗ |
| Viscosity & Material Control – flow, levelling, solvent balance and coating consistency | 🔗 | ↗ |
| Curing & Drying Control – flash-off, solvent release, cure profile and film stability | 🔗 | ↗ |
| Thickness Measurement – verification methods, coupons and coating thickness control | 🔗 | ↗ |
| Why Measuring Thickness is Difficult – real-world limits of populated PCB coating measurement | 🔗 | ↗ |
| Dip Coating Process Control – film formation, drainage behaviour and production stability | 🔗 | ↗ |
| Production Line Setup – workflow, fixtures, QA points and repeatable release controls | 🔗 | ↗ |
Conformal Coating Process Control
Process control links the coating method, material condition, surface preparation, masking, curing, inspection and operator activity into a repeatable production system. It is the difference between coating that works once and coating that works consistently.
- Define process windows for material, application, drying, curing and inspection.
- Control surface preparation, masking, equipment setup and operator technique.
- Use test coupons, witness boards, inspection records and thickness checks to verify output.
- Review defects as process signals rather than isolated cosmetic issues.
Why Conformal Coating Processes Fail
Many coating problems appear as visible defects, but the real cause is often upstream process instability. Cleaning, viscosity, masking, curing, inspection method and production discipline can all create failures that look like material problems.
- Use repeat defects as evidence of process drift or weak control points.
- Check whether the issue follows the operator, batch, equipment, coating lot or assembly design.
- Separate symptoms such as bubbles, de-wetting or delamination from the underlying process cause.
- Build corrective actions around the process, not just the visible defect.
Viscosity & Material Control
Viscosity affects flow, levelling, film build, edge definition, solvent release and defect risk. If viscosity is allowed to drift, coating behaviour changes even when the operator believes the process is the same.
- Define viscosity limits, measurement method, temperature conditions and adjustment rules.
- Control solvent loss, bath condition, working life and coating contamination.
- Link viscosity data to coating thickness, orange peel, bubbles, wicking and coverage defects.
- Record trends so drift is identified before production failures appear.
Curing & Drying Control
Drying and curing are process-control stages, not waiting periods. Solvent flash-off, oven profile, UV exposure, humidity, airflow and temperature can all affect coating quality and adhesion.
- Define flash-off time, cure profile and release criteria for each coating material.
- Control oven loading, airflow, temperature recovery and exposure time.
- Prevent trapped solvent, bubbles, cracking, weak adhesion and incomplete cure.
- Use documented cure profiles and inspection checks to support repeatable production.
Thickness Measurement & Verification
Thickness control helps confirm that the coating process is producing the intended film build. However, thickness data is only useful when the measurement method, location and acceptance criteria are defined correctly.
- Use suitable wet-film, dry-film, coupon, optical or destructive measurement methods where appropriate.
- Define where thickness matters most: flat areas, edges, leads, critical zones or witness coupons.
- Link thickness data to application method, viscosity, cure and defect history.
- Avoid treating one measurement point as proof of full-board coating performance.
Why Measuring Conformal Coating Thickness is Difficult
Measuring conformal coating thickness on real PCB assemblies is often harder than expected. Component height, edges, leads, localised build and measurement-method limitations can make data look more precise than it really is.
- Flat coupon readings may not represent coating behaviour on populated boards.
- Local thickness can vary around leads, edges, corners and component bodies.
- Different methods measure different things and may not be directly comparable.
- Thickness control should be linked to risk, not treated as a single universal number.
Dip Coating Process Control
Dip coating can be highly repeatable, but only when film formation, withdrawal speed, drainage, viscosity, bath condition, orientation and masking are controlled as a connected system.
- Control immersion, dwell, withdrawal speed and drainage conditions.
- Monitor viscosity, solvent loss, bath cleanliness and coating age.
- Validate edge build, under-component accumulation, bubbles and wicking risk.
- Use coupons and production records to detect drift before high-volume failure occurs.
Setting Up a Conformal Coating Production Line
A production line needs more than coating equipment. It needs controlled workflow, defined responsibilities, inspection gates, material control, training, process documentation and feedback loops.
- Define workflow from incoming inspection through masking, coating, curing and final QA.
- Use fixtures, recipes, work instructions and revision control to reduce variation.
- Set inspection and acceptance criteria before production release.
- Record defects, rework and parameter drift to support continuous improvement.
How Process Control Links to the Wider Coating System
Process control sits across the full coating workflow. It connects surface preparation, application method, equipment, masking, curing, inspection and production records into a repeatable system.
- Conformal Coating Processes Hub — master process navigation and overview.
- Surface Preparation Hub — cleaning, contamination control and adhesion preparation.
- Application Methods Hub — spray, dip, selective coating and route selection.
- Equipment Hub — machinery, hardware, booths, valves and production systems.
- Inspection & Quality Hub — coating verification, thickness control and inspection strategy.
- Defects Hub — defect mechanisms and troubleshooting routes.
Need Help With Process Control or Production Stability?
SCH Services supports customers with conformal coating process control, production setup, application trials, inspection planning, root cause analysis, operator training and process troubleshooting.
Why Choose SCH Services?
Partnering with SCH Services means more than just outsourcing — you gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD Solutions, alongside equipment, materials, and training, all backed by decades of hands-on expertise.
- ✈️ 25+ Years of Expertise – Specialists in coating technologies trusted worldwide.
- 🛠️ End-to-End Support – Selection of chemistry/process, masking strategies, inspection, and ProShieldESD integration.
- 📈 Scalable Solutions – From prototypes to high-volume production.
- 🌍 Global Reach – Responsive support across Europe, North America, and Asia.
- ✅ Proven Reliability – Consistent results across services, equipment, and materials.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
