
Common Causes of De-Wetting After Cleaning
A practical engineering bulletin on why cleaned assemblies can still reject conformal coating
Bulletin Category: Adhesion & Surface Problems | Typical Environments: Manual spray, selective spray, dip coating and cleaning processes.
De-wetting is one of the most common coating defects seen after cleaning, especially where assemblies appear visually clean but still contain contamination or unstable surface conditions. Assemblies may appear clean before coating, yet the coating still pulls away, separates or refuses to form a continuous film.
The issue is often incorrectly blamed on the coating material itself. In reality, de-wetting is normally linked to surface condition, contamination, cleaning residues or changes in surface energy.
A cleaned assembly is not automatically a coating-ready assembly. This bulletin explains why apparently clean boards can still reject conformal coating during production.
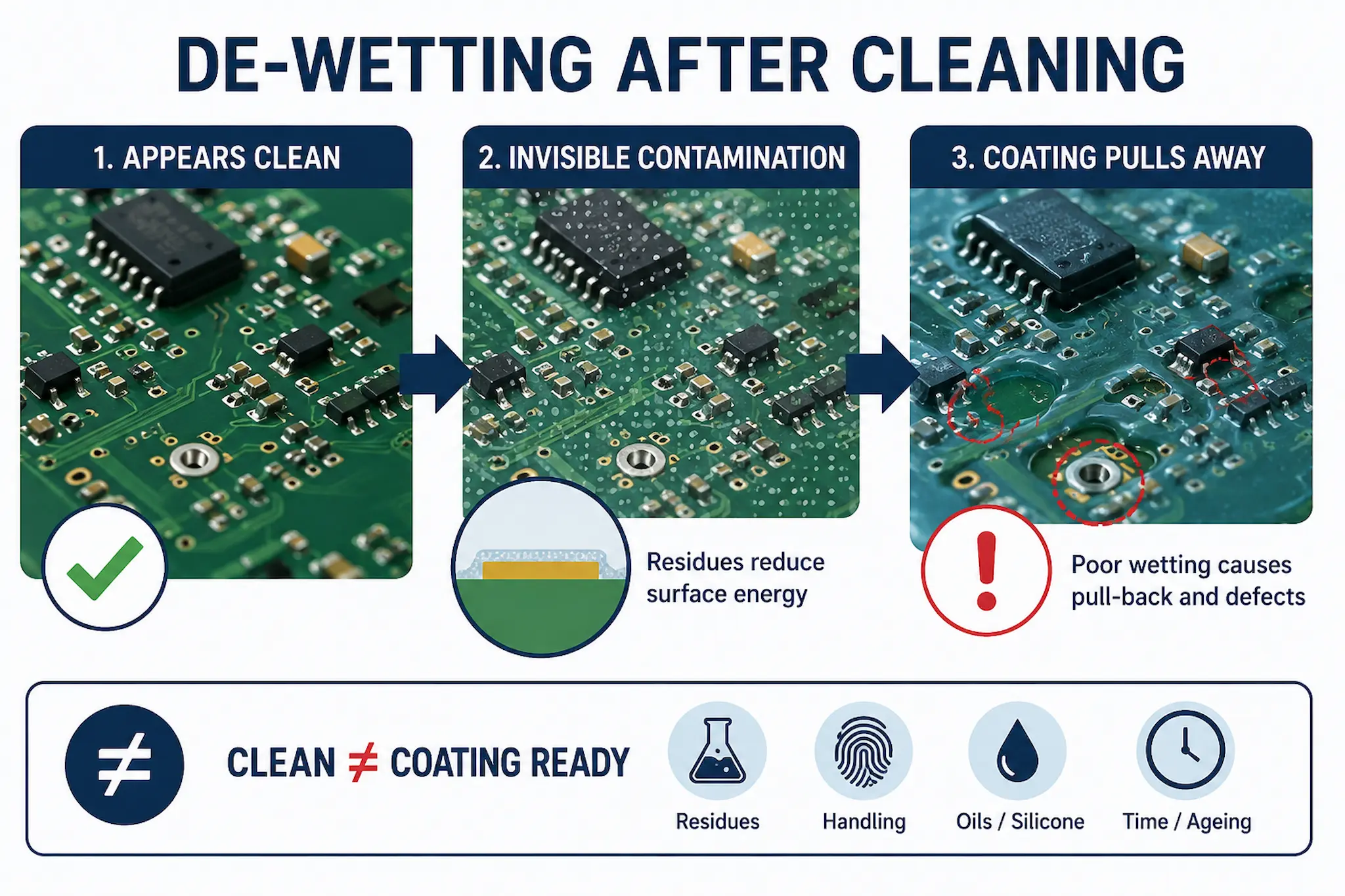
Engineering infographic showing how contamination, residues and surface-energy changes can cause conformal coating de-wetting after cleaning.
What Engineers Usually See
De-wetting rarely affects the entire assembly uniformly. Instead, it normally appears as isolated local coating defects.
- Coating pulling back from local areas of the PCB.
- Circular “fish-eye” style defects.
- Patchy or uneven coating spread.
- Edge pull-back around pads, leads or solder joints.
- Random localised non-wetting areas.
- Defects appearing intermittently between batches.
Assemblies can appear visually clean while still containing residues or unstable surface conditions that disrupt coating wetting behaviour. Even small localised de-wetting defects can create exposed pathways for moisture ingress, corrosion or long-term reliability failures.
Common Hidden Causes
De-wetting is usually linked to contamination or surface-energy disruption rather than coating chemistry failure.
- Cleaning residues: incomplete rinsing or chemistry carry-over can leave invisible surface films. Small changes in cleaning chemistry, rinse effectiveness, drying parameters or maintenance activities can also trigger unexpected de-wetting. See Cleaning Process Changes Causing New Conformal Coating Defects for practical troubleshooting guidance.
- Handling contamination: fingerprints, gloves, oils or packaging contact can affect local wetting. See Fingerprints and Handling Contamination Before Conformal Coating for practical guidance on identifying and controlling handling contamination introduced after cleaning.
- Low surface energy: certain plastics, residues or process chemicals reduce coating spread.
- Silicone contamination: even very small amounts can severely disrupt coating behaviour.
- Flux residues: no-clean fluxes may still affect coating adhesion and wetting. See Flux Residues Causing Conformal Coating Failure for practical production examples and Boards Look Clean but Still Fail Conformal Coating for guidance on hidden contamination that may remain even when assemblies appear visually clean.
- Surface ageing: cleaned assemblies left exposed before coating may change condition over time. They may also absorb or retain residual moisture, particularly after washing or in humid production environments. See Moisture Trapped Before Conformal Coating for practical guidance on moisture-related coating failures.
Practical Engineering Checks
When de-wetting appears, the first response should be systematic process review rather than immediate coating replacement.
- Review cleaning chemistry and rinse effectiveness.
- Check whether handling practices changed before coating.
- Compare failures against specific PCB areas or materials.
- Review time delay between cleaning and coating.
- Check for silicone-containing materials or nearby contamination sources.
- Confirm whether the defect is batch-specific or process-wide.
When This Becomes an Engineering Issue
If de-wetting is recurring, batch-dependent, inconsistent or linked to field reliability concerns, the issue usually extends beyond simple coating application.
SCH can support cleaning assessment, coating trials, plasma cleaning review, contamination troubleshooting, adhesion investigation and process-control improvement.
Related Technical Resources
- De-Wetting in Conformal Coating
- Surface Preparation & Cleanliness
- Cleaning Process Changes Causing New Conformal Coating Defects
- Moisture Trapped Before Conformal Coating
- Plasma Cleaning for Conformal Coating & Parylene Adhesion
- Why Does Cleaning Improve the Adhesion of the Conformal Coating?
- Engineering Consultancy
Why Choose SCH Services?
SCH Services combines practical coating production experience with technical consultancy, training, process engineering and specialist coating support.
Our work covers conformal coating, Parylene coating, masking, coating removal, inspection, process troubleshooting and advanced functional coating applications.
This allows us to support customers not only with coating knowledge, but with the practical controls needed to make coating processes repeatable, inspectable and production-ready.
Technical Guidance Disclaimer
This bulletin provides general technical guidance only. Coating behaviour, cleaning effectiveness, contamination control, surface condition and process suitability must always be validated against the specific assembly, material set, operating environment and production requirements.
SCH Services can provide further engineering support where application-specific assessment, testing, validation or process development is required.
