
Cleaning Process Changes Causing New Conformal Coating Defects
Why small changes in cleaning chemistry, rinse quality, drying or handling can create new conformal coating problems
Bulletin Category: Cleaning, Contamination & Surface Problems | Typical Environments: PCB cleaning, conformal coating preparation, no-clean flux processes, aqueous cleaning, solvent cleaning, rework areas, subcontract coating and production troubleshooting.
A conformal coating process can start producing new defects even when the coating material, spray programme, operator and inspection method have not changed.
One common reason is a change in the cleaning process. A different cleaning chemistry, wash setting, rinse condition, drying time, board loading method or handling route can change the true surface condition of the PCB before coating. The board may still look clean, but it may no longer behave the same when coating is applied.
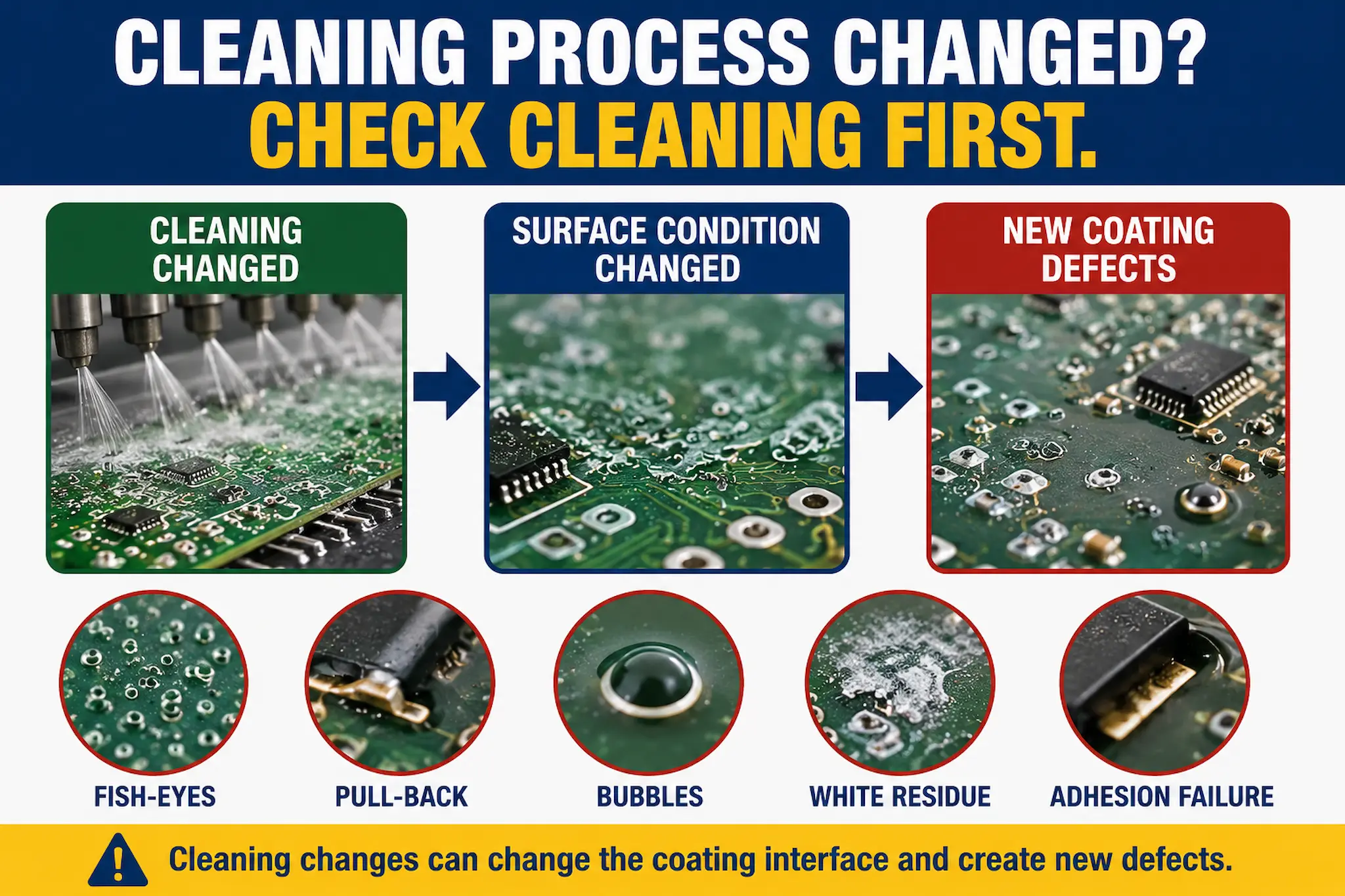
Cleaning changed? Check cleaning first.
Engineering observation
Cleaning process changes often create defects that look like coating material problems. The coating may de-wet, pull back, form fish-eyes, show poor adhesion, reveal white residue, trap moisture or fail inconsistently between batches.
The important point is that cleaning is not just a preparation step. It is part of the coating process. If cleaning changes, the coating interface changes.
Why it happens
Conformal coating depends on the surface it is applied to. A cleaning process can improve that surface, but it can also leave residues, redistribute contamination or introduce moisture if it is not controlled.
1. Cleaning chemistry changes
A new cleaning chemistry may remove flux differently, leave different residues, attack labels or components, or change how the surface wets during coating.
2. Rinse quality changes
Poor rinse control can leave detergent, saponifier, ionic residues or dissolved contamination on the PCB surface. The board may look clean but still reject coating locally.
3. Drying becomes incomplete
Moisture trapped under components, around connectors, beneath low-standoff parts or inside residues can create bubbles, poor adhesion, whitening or later reliability problems.
4. Handling after cleaning changes
Even a good cleaning process can be undermined if boards are re-contaminated during inspection, masking, storage, transport or loading into the coating process.
Typical symptoms
- New de-wetting or fish-eyes after cleaning changes.
- Coating pulls back from solder joints, connector areas or reworked zones.
- White residue appears after drying, coating or cure.
- Adhesion becomes inconsistent between batches.
- Bubbles or cloudy areas appear around low-clearance components.
- Failures appear only after certain cleaning loads, operators, programmes or drying cycles.
- Boards look visually clean but still behave differently during coating.
These symptoms should trigger a cleaning and surface-condition review before the coating material is blamed.
Process note
A cleaning process change should be treated as a coating process change. Even if the coating line is unchanged, the surface presented to the coating may be different.
What to check first
- Has the cleaning chemistry, concentration, supplier or batch changed?
- Has the wash time, temperature, pressure, spray pattern or board orientation changed?
- Has rinse water quality, rinse time or final rinse control changed?
- Has drying time, temperature, airflow or oven loading changed?
- Are boards stored longer between cleaning and coating?
- Are operators handling cleaned boards differently before masking or coating?
- Are defects linked to specific PCB types, flux residues, rework areas or connector zones?
- Do known-good historical boards behave differently from current production boards?
The aim is to identify whether the cleaning process has changed the surface condition, left residue behind, redistributed contamination or allowed re-contamination before coating.
Recommended actions
- Compare coating results before and after the cleaning change.
- Run a controlled comparison using known-clean boards, production-cleaned boards and uncleaned control samples where appropriate.
- Review cleaning chemistry compatibility with the flux system, solder mask, labels, components and coating material.
- Check rinse effectiveness and drying control before coating.
- Inspect high-risk areas under magnification before and after cleaning.
- Review whether handling after cleaning is reintroducing fingerprints, glove transfer or packaging contamination.
- Escalate repeated defects into a cleaning, contamination and surface-preparation investigation rather than adjusting coating parameters first.
Only adjust the coating process after cleaning, rinsing, drying and post-clean handling have been reviewed.
Escalation point
Escalate the issue when coating defects appear after a change in cleaning chemistry, wash programme, rinse quality, drying method, board handling or cleaning supplier.
If the defect appears shortly after a cleaning change, assume the cleaning process may have altered the coating interface until proven otherwise.
Related guidance
Need help investigating new coating defects?
SCH Services supports conformal coating process review, cleaning and contamination troubleshooting, coating trials, inspection guidance and production coating services.
Why Choose SCH Services?
SCH Services works with conformal coating processes in real production environments, including cleaning, masking, coating application, inspection, rework and defect investigation.
This practical experience helps customers identify whether new coating defects are caused by coating material, cleaning chemistry, rinse quality, drying, handling contamination, flux residues or wider process-control changes.
This bulletin is general technical guidance only. Final coating, cleaning, handling, inspection and reliability decisions should be validated against the relevant customer specification, product risk, production process, qualification testing and applicable standards.
