
Why UV inspection can give false pass results
UV fluorescence is useful, but it is not proof that a conformal coating process is correct
UV inspection is one of the most common methods used to check conformal coating coverage. It is fast, simple and useful on the production floor.
However, UV fluorescence can also create a false sense of confidence. A board may appear to fluoresce correctly while still having thin coating, poor edge coverage, contamination, masking leakage, de-wetting or areas where protection is not reliable.
This bulletin explains why UV inspection should be treated as a screening method, not as proof that the coating process is fully controlled.
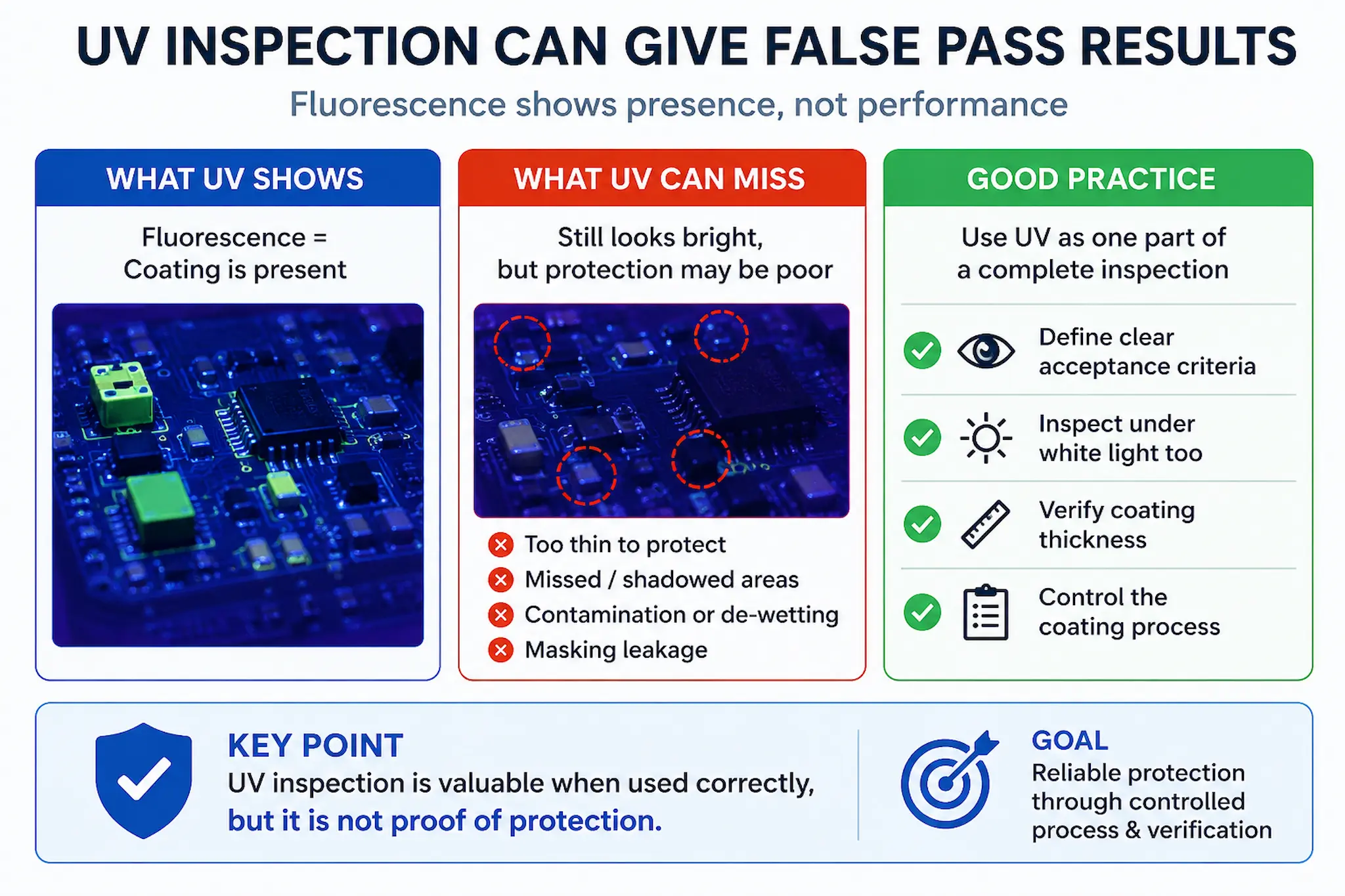
UV fluorescence helps identify coating presence, but it cannot by itself confirm coating quality, thickness or long-term protection.
The common mistake
Operators often look for a visible UV trace and assume that fluorescence means the board is coated correctly.
The problem is that UV inspection mainly shows where fluorescent material is present. It does not automatically confirm coating thickness, adhesion, cure condition, electrical protection or long-term reliability.
Process note: A visible UV response is evidence of coating presence, not evidence of coating performance.
Why false pass results happen
Thin coating can still fluoresce
A very thin layer may show under UV but still provide insufficient barrier protection.
A board may appear bright under UV while still measuring significantly below the required coating thickness.
Pooling can look like good coverage
Bright fluorescence may indicate excessive build-up rather than a controlled, even coating.
Shadowed areas may be missed
Components, connectors and tall features can hide areas that are poorly coated or uncoated.
Contamination can distort results
Residues, fingerprints or previous process materials can affect how the coating wets and appears.
Boards can look clean but still fail
A board may appear visually clean under normal inspection and still contain residues capable of affecting coating behaviour, coverage and long-term reliability. See Boards Look Clean but Still Fail Conformal Coating.
Areas that need extra attention
False pass results are more likely around complex features where coating behaviour is harder to see clearly.
- Connector edges and contact keep-out areas
- Component bodies with sharp corners
- Underneath raised components
- Dense component areas
- Board edges and slots
- Areas close to masking boots, tapes or plugs
- Regions where coating thickness changes quickly
These areas should be checked with controlled inspection criteria rather than judged only by brightness under UV.
What good practice looks like
UV inspection should be part of a wider process control method. It should not be the only acceptance check.
Define inspection criteria
Operators need clear examples of acceptable coverage, excess coating, missed areas and masking failures.
Use white light as well
White light inspection can reveal pooling, bubbles, cracking, contamination and physical defects.
Verify thickness separately
Where coating thickness matters, use a suitable measurement method rather than relying on UV appearance.
Check coverage separately
A passing thickness measurement does not prove full protection if shadowed areas, edges or critical features are still poorly covered. See Coating Thickness Passes but Coverage Still Fails.
Control the process
Inspection should confirm a controlled process, not compensate for an uncontrolled one.
Repeated inspection escapes are often symptoms of wider process-control issues rather than isolated inspection mistakes. When contamination, masking variation, viscosity drift, thickness variation and inspection interpretation combine, a coating process can appear acceptable while reliability continues to deteriorate. For a broader engineering perspective, see Why Conformal Coating Processes Fail.
Recommended shop-floor action
If UV inspection is being used as the main coating check, review whether the inspection method is strong enough for the product risk.
- Create visual standards for pass, fail and review conditions.
- Train operators not to treat fluorescence as automatic proof of protection.
- Check high-risk areas separately, especially connectors and masking edges.
- Use thickness checks or witness samples where coating build is important.
- Record repeated inspection issues as process signals, not isolated defects.
Key point: UV inspection is valuable when it is controlled, trained and supported by process knowledge.
Related guidance
For deeper technical context, see the supporting SCH guidance on coating defects, masking and inspection control.
Why Choose SCH Services?
SCH Services supports electronics manufacturers with conformal coating process development, coating services, inspection guidance, troubleshooting and operator training.
Our experience covers production coating, masking control, process defects, inspection methods and practical engineering support for real manufacturing environments.
Explore conformal coating solutions, request training support or discuss an inspection challenge with SCH Services.
Disclaimer
This bulletin provides general technical guidance only. Coating inspection requirements, acceptance criteria and validation methods should be confirmed against the specific product, coating material, customer specification and operating environment.
