
Connector Masking Failures That Reach the Contact Area
A practical engineering bulletin on why coating can enter protected connector interfaces
Bulletin Category: Masking & Handling | Typical Environments: Manual spray, selective spray, dip coating, Parylene masking and production masking operations.
Connector masking failures are one of the most serious conformal coating defects because they can affect electrical contact, mating reliability and rework time.
The problem is not always obvious during application. Coating may creep under masking, wick along connector features or reach protected areas after movement, handling or cure.
This bulletin explains the common reasons coating reaches connector contact areas and why masking should be treated as a controlled production process, not just a temporary covering step.
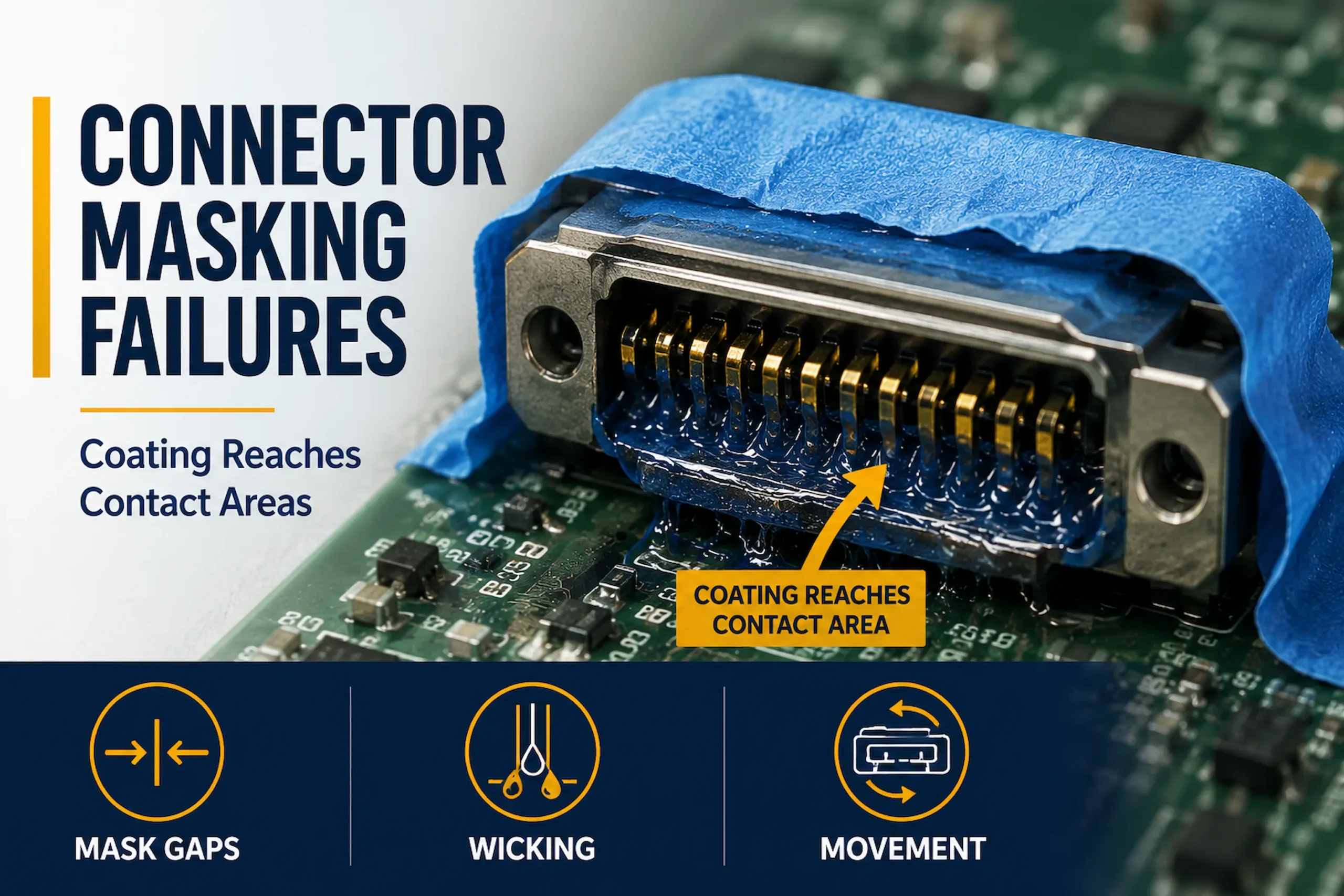
Engineering infographic showing how masking gaps, coating wicking and mask movement can allow conformal coating to reach protected connector contact areas.
What Engineers Usually See
Connector masking failures often appear as localised contamination rather than widespread coating failure.
- Coating visible on connector mating faces or contact zones.
- Coating creep beneath tape edges or masking boots.
- Thin coating films inside connector cavities.
- Capillary wicking along pins, leads or housing features.
- Masking movement during handling, spray pressure, dip immersion or cure.
- Coating damage introduced during de-masking, where masking tape lifts or tears the coating edge during removal. See why masking tape can remove conformal coating during de-mask.
- Inconsistent results between operators, batches or connector types.
A connector can appear masked before coating but still fail if the seal, geometry, material compatibility or handling method is not controlled.
Common Hidden Causes
Most connector masking failures are caused by small process weaknesses rather than a single obvious mistake.
- Poor seal geometry: tape or boots may not fully seal around connector edges, ribs, pins or raised features.
- Capillary paths: coating can wick through narrow gaps, pin fields, seams or under masking edges.
- Masking movement: handling, spray pressure, immersion, drainage or cure can disturb the masking position.
- Incorrect masking material: some tapes, plugs or boots may not suit the connector geometry, coating chemistry or cure process.
- Operator variation: inconsistent positioning, pressure, overlap or inspection can create batch-to-batch differences.
- Design complexity: fine-pitch, low-profile or open connector designs can be difficult to protect repeatably.
Practical Engineering Checks
Connector masking should be reviewed as a repeatable process step, especially where contact contamination creates high rework or reliability risk.
- Check whether the masking fully seals the actual coating path, not just the visible connector face.
- Inspect for small gaps, lifted tape edges, poor boot fit or capillary channels.
- Review whether coating pressure, dip movement or drainage is disturbing the mask.
- Confirm whether failures are linked to specific connectors, operators, board orientations or coating methods.
- Check masking after handling and before cure where movement is possible.
- Review whether defects are actually being created during de-mask rather than during coating. Coating that bridges onto masking tape can be damaged or removed when the tape is pulled away. Read the de-masking failure bulletin.
- Use custom masking boots where repeatability is more important than low-cost manual masking. Remember that not all masking boots are intended to create a liquid-tight seal; some are designed primarily as spray shields. Learn why a connector masking boot does not always prevent coating ingress.
When This Becomes an Engineering Issue
If connector masking failures are recurring, operator-dependent, geometry-dependent or linked to electrical contact risk, the issue normally requires a process review rather than repeated rework.
SCH can support masking method review, custom masking boot design, coating trials, connector protection strategy, operator training and process-control improvement.
Related Technical Resources
Why Choose SCH Services?
SCH Services combines practical coating production experience with technical consultancy, training, process engineering and specialist coating support.
Our work covers conformal coating, Parylene coating, masking, coating removal, inspection, process troubleshooting and advanced functional coating applications.
This allows us to support customers not only with coating knowledge, but with the practical controls needed to make coating processes repeatable, inspectable and production-ready.
Technical Guidance Disclaimer
This bulletin provides general technical guidance only. Masking method, connector protection, coating application, inspection criteria and rework decisions must always be validated against the specific assembly, connector design, coating material, production process and reliability requirements.
SCH Services can provide further engineering support where application-specific assessment, testing, validation or process development is required.
