
Surface energy and environmental barrier protection are different coating functions
Why ultra-thin functional coatings should not be judged using the same assumptions as barrier coatings
Coatings for electronics are often discussed as if they all protect in the same way. In practice, a coating may be designed to change the behaviour of the surface, create a physical environmental barrier, or combine both functions to different degrees.
Surface energy control and environmental barrier protection are therefore not the same thing. A surface may repel water, reduce wetting or shed liquid quickly, while still offering limited protection against long-term moisture, contamination, corrosion or dielectric stress.
This distinction is important when comparing ultra-thin functional coatings, hydrophobic coatings, nano coatings, conventional conformal coatings and Parylene coatings.
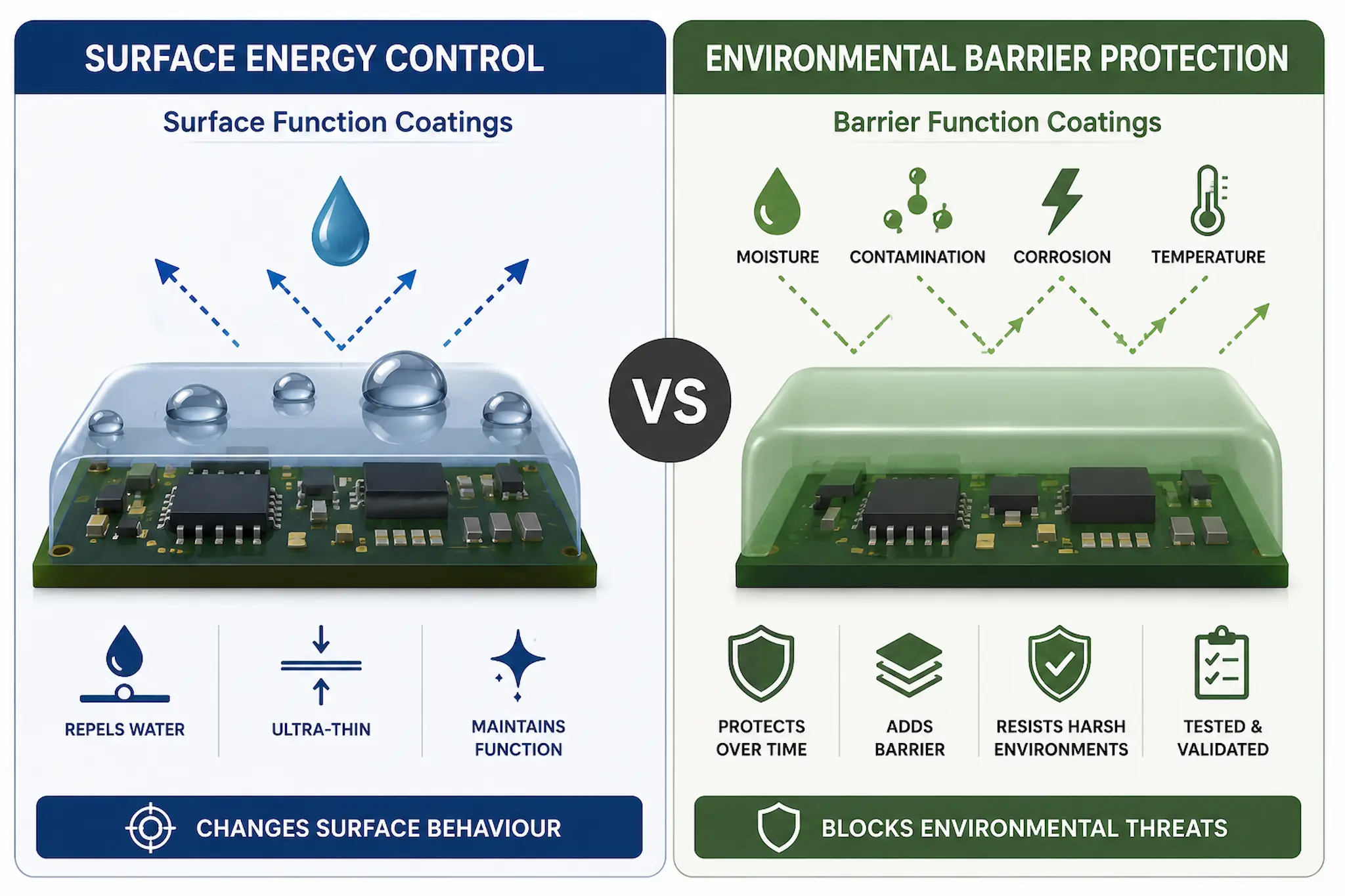
Surface-function coatings and barrier coatings protect electronics using fundamentally different mechanisms.
What surface energy control means
Surface energy describes how a liquid interacts with a surface. Low surface energy coatings can reduce wetting, increase contact angle, encourage water beading and make liquids less likely to spread across the treated area.
This behaviour is useful where the aim is to control how a liquid contacts the surface rather than to build a thick protective layer over the assembly.
Surface-function coatings may help with:
- reducing water wetting on exposed surfaces;
- encouraging droplets to bead or roll away;
- limiting liquid retention on housings, LEDs, sensors or exposed features;
- maintaining very low coating thickness;
- protecting areas where conventional coating build would interfere with function.
Surface energy control changes how the surface behaves. It does not automatically prove long-term environmental protection.
This is why water beading, high contact angle or visible liquid repellence should be treated as useful indicators, not complete proof of coating reliability.
For a deeper explanation of this distinction, see Why Water Resistance Is Not Corrosion Protection.
What environmental barrier protection means
Environmental barrier protection is different. It is concerned with slowing or preventing harmful exposure mechanisms from reaching sensitive conductors, components and surfaces.
A barrier coating must be assessed against the actual failure mechanisms expected in service. These may include moisture ingress, ionic contamination, corrosion, insulation resistance loss, electrochemical migration, chemical exposure, thermal cycling or mechanical damage.
Barrier protection depends on:
- continuity: whether the coating fully covers the required surfaces;
- thickness: whether the coating has enough build for the intended exposure;
- coverage: whether edges, leads, vias and component gaps are adequately protected;
- adhesion: whether the coating remains attached during use;
- material resistance: whether the coating withstands the actual environment;
- process control: whether production application is repeatable.
A barrier coating is therefore normally validated through environmental, electrical and inspection testing rather than by surface wetting behaviour alone.
Why the distinction matters for ultra-thin coatings
Ultra-thin coatings can provide valuable surface-function behaviour at thicknesses that are far lower than traditional conformal coatings. This can make them suitable for applications where conventional coating thickness would create a problem.
However, very low coating thickness also means the protection mechanism must be clearly understood. A thin surface-function coating may perform extremely well in water shedding or surface wetting tests while still requiring separate validation for corrosion protection, dielectric protection or long-term damp exposure.
The question is not whether an ultra-thin coating is good or bad. The question is whether the coating function matches the failure mechanism.
For example, an ultra-thin hydrophobic coating may be a strong option for an LED, optical feature, RF-sensitive surface or precision component where surface behaviour matters and coating build must be minimised.
For RF-sensitive electronics specifically, see RF Transparent Coatings for Electronics & Antennas.
The same coating may not be the right standalone choice where the real risk is long-term corrosion from ionic contamination under electrical bias.
Comparison: surface function vs barrier function
| Coating function | Main purpose | Typical evidence |
|---|---|---|
| Surface energy control | Change wetting, beading, drainage or surface interaction | Contact angle, water shedding, optical/RF compatibility, short-term exposure checks |
| Environmental barrier protection | Separate sensitive electronics from harmful environments | Humidity testing, insulation resistance, corrosion testing, coating thickness and coverage inspection |
| Hybrid approach | Use surface behaviour and barrier protection together | Application-specific validation using real exposure and production process controls |
This comparison helps avoid one of the most common coating selection errors: treating water repellence as if it automatically equals environmental reliability.
Important: A coating can demonstrate excellent water beading behaviour while still offering limited long-term protection against corrosion, electrochemical migration or moisture-driven failure mechanisms.
Many of these misunderstandings also appear in ultra-thin and hydrophobic coating discussions where visible water behaviour is confused with true corrosion resistance or long-term environmental protection.
For a practical example of this misunderstanding in electronics protection, see Why Hydrophobic Coatings Don’t Protect Electronics.
How to select the correct coating function
The correct route starts by defining the problem. The coating should be selected against the failure mechanism, not simply against the preferred coating type or the most impressive demonstration.
Useful selection questions include:
- Is the main requirement water shedding or long-term corrosion protection?
- Is coating thickness a limiting factor?
- Are optical, RF, sensor or connector functions affected by coating build?
- Is the assembly exposed to ionic contamination, condensation or powered humidity?
- Does the coating need to protect surfaces, gaps, edges and component terminations?
- Will the coating be validated using representative service conditions?
If the requirement is mainly surface behaviour, an ultra-thin functional coating may be appropriate. If the requirement is robust environmental protection, a conventional conformal coating, Parylene coating or hybrid coating strategy may be needed.
However, these coatings are not suitable for every environment or failure mechanism. For wider selection limits and misuse cases, see When Nano Coatings Should NOT Be Used.
For related background, see Surface Function vs Barrier Function Coatings and Why Water Resistance Is Not Corrosion Protection.
Practical takeaway
Surface energy coatings can be highly useful when the aim is to control wetting, drainage or interaction with liquids at very low thickness.
Barrier coatings are needed when the aim is to protect electronics from long-term environmental damage.
The strongest coating specification starts by separating these two functions before choosing the material, process and validation route.
Related coating selection routes
These supporting pages may help when comparing surface-function coatings with broader electronics protection routes:
Why Choose SCH Services?
SCH Services supports electronics manufacturers with coating selection, process development, application trials and production coating services across conformal coatings, Parylene coatings and advanced functional coatings.
We help customers separate coating claims from real process requirements by reviewing the application, exposure conditions, masking limits, inspection route, coating thickness and validation method.
- Technical coating experience: practical support across conformal coating, Parylene and ultra-thin functional coating applications.
- Process-led approach: coating selection based on failure mechanism, production reality and validation evidence.
- Application support: assistance with trials, masking, inspection, coating thickness and process control.
- Production capability: subcontract coating services and engineering support for specialist electronics protection requirements.
To discuss whether a surface-function coating, barrier coating or hybrid coating strategy is the right route for your application, contact SCH Services for technical support.
This article is provided as general technical guidance only. Coating selection, environmental protection and reliability decisions should always be validated against the relevant application requirements, operating environment, standards, qualification tests and customer specifications.
