
LED and optical electronics need protection without optical interference
Ultra-thin coatings can help where conventional coating thickness creates performance risk
LED assemblies and optical electronics often need environmental protection, but they can be sensitive to coating thickness, haze, colour shift, light transmission and surface contamination.
Traditional conformal coatings can protect electronics effectively, but they may also create optical or process issues when applied across LEDs, lenses, light guides, sensors or transparent surfaces.
Ultra-thin coatings can provide an alternative route where the aim is to add protection or surface function while minimising optical interference and physical film build.
For the broader commercial coating route, see Ultra-Thin Coatings for Electronics, PCBs & Precision Components.
This same low-interference logic is also relevant in RF and antenna applications where coating thickness or dielectric behaviour may affect performance. See RF Transparent Coatings for Electronics & Antennas.

Ultra-thin coatings can help maintain optical clarity and reduce interference on LED and optical electronics assemblies.
Why LED assemblies are difficult to coat
LED and optical assemblies are not protected in the same way as standard PCB areas. The coating must not only survive the environment; it must also avoid changing how light is generated, transmitted or perceived.
Even small changes in film thickness, surface finish or coating chemistry can affect optical output. This may appear as haze, colour shift, reduced brightness, uneven light transmission or unwanted surface reflection.
For optical electronics, protection is only successful if the optical function remains acceptable after coating.
- LED packages may be sensitive to coating film build over the emitting surface.
- Lenses and light guides may be affected by haze, wetting marks or surface texture.
- Optical sensors may require stable transmission and low contamination interaction.
- Masking small optical features can create cost, yield and repeatability issues.
This is one reason ultra-thin systems are often considered where the coating must protect without adding unnecessary optical or mechanical interference. See What Is an Ultra-Thin Functional Coating? for the wider category definition.
Why thick coatings can create optical risk
Thicker coatings can be useful where barrier protection is required, but they may introduce optical problems on light-emitting or light-sensing surfaces. A coating that is acceptable on a standard PCB may not be acceptable across an LED or lens area.
Risk can come from the coating material itself, the film thickness, the cured surface profile, trapped bubbles, edge build-up, contamination, application marks or uneven wetting.
Haze
Scattering or surface texture can reduce clarity and change the visual appearance.
Colour shift
Coating chemistry or thickness may change perceived colour or spectral output.
Light loss
Transmission, reflection or absorption changes may reduce output efficiency.
Uneven appearance
Pooling, streaks or edge effects can create visible variation across optical areas.
The same thickness that improves barrier separation in one area can create a functional problem in another. This is why surface function and barrier function coatings should be considered separately during coating selection.
How ultra-thin coatings can help
Ultra-thin coatings can be useful where the coating must protect or modify the surface without adding a significant optical layer. Their value often comes from low film build, surface function and reduced physical interference.
Depending on the coating chemistry and application, ultra-thin coatings may help reduce liquid wetting, contamination adhesion or surface interaction while preserving the appearance, transmission characteristics and function of the optical component.
The key advantage is not simply that the coating is thin. It is that the coating may provide useful surface behaviour with less effect on the optical system.
For the wider technical framework, see What Is an Ultra-Thin Functional Coating? and Surface Function vs Barrier Function Coatings.
Where ultra-thin optical coatings may be considered
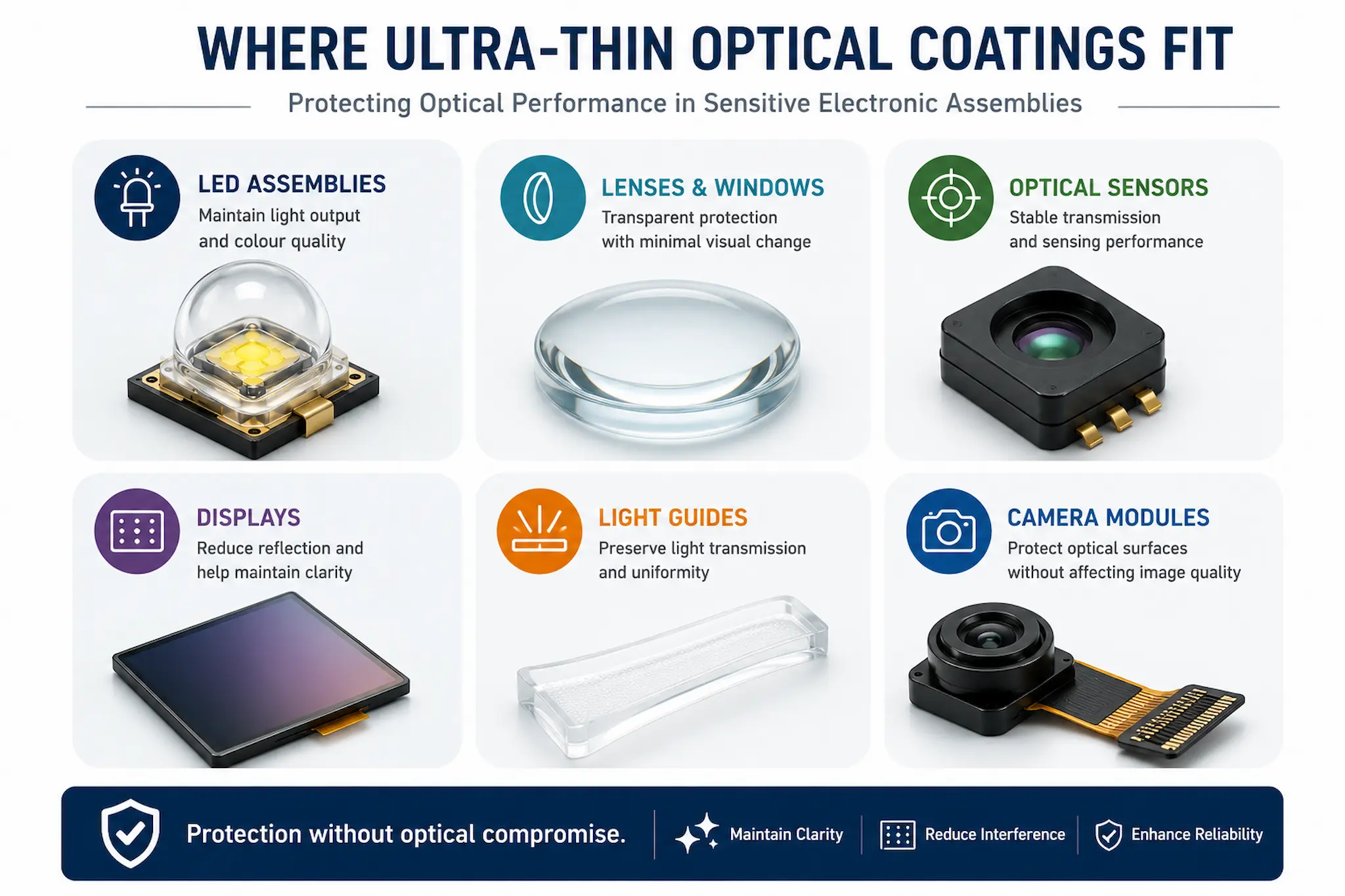
Ultra-thin optical coatings can be useful where environmental protection is needed without significantly affecting optical performance.
Ultra-thin coatings are most relevant where optical performance and environmental exposure must be balanced. The coating should be selected only after the protection requirement and acceptable optical change have been defined.
LED assemblies
Where protection is needed without reducing visible output or changing colour quality.
Optical sensors
Where coating must not compromise signal transmission or sensing behaviour.
Light guides
Where surface wetting, haze or optical path changes can affect performance.
Lenses and windows
Where transparent protection is required with minimal visual change.
For a broader discussion of the thickness trade-off, see Why Thin Coatings Can Sometimes Protect Better Than Thick Ones.
What must be validated
Ultra-thin coatings for LEDs and optical electronics should not be approved based only on visual water beading or a simple demonstration. The coated component must be tested against the real performance requirement.
Validation may include optical output, spectral shift, haze, transmission, adhesion, powered exposure, temperature cycling, humidity, condensation, chemical resistance and long-term stability.
For optical electronics, the coating must be judged by both protection performance and optical performance.
For related caution on simple demonstrations, see Why Water Beading Is Not Proof of Electronics Protection.
When a conventional coating may still be better
Ultra-thin coatings are not always the best solution. Some LED and optical assemblies still require conventional conformal coating, Parylene coating or selective coating strategies where stronger barrier protection, insulation or environmental separation is required.
The practical decision is whether the main risk is environmental exposure, optical interference, liquid wetting, contamination interaction or a combination of these factors.
Where thick coatings create too much optical or process risk, ultra-thin coatings may offer a better engineering route. Where barrier protection, dielectric isolation or long-term environmental separation is essential, a conventional coating may still be the more suitable choice.
For wider selection limits, see When Nano Coatings Should NOT Be Used.
Related technical reading
These pages provide wider context for ultra-thin coatings, coating thickness and advanced functional coating selection:
Why Choose SCH Services?
SCH Services supports coating selection, coating trials, process development and production coating for electronics where protection, reliability and manufacturability all need to be considered together.
- Practical coating experience: SCH works across conformal coating, Parylene and advanced functional coating processes.
- Process-led decision support: coating selection is based on application risk, production method and validation requirements.
- Trial and production capability: SCH can support early evaluation, sample coating, process definition and subcontract coating routes.
Disclaimer: This article is provided as general technical guidance only. Coating selection, process design and product suitability must be validated against the relevant application requirements, operating environment, customer specifications and qualification tests.
