
Protecting Connector Interfaces Without Conformal Coating Them
How to manage environmental protection while keeping electrical contacts clean and functional
Connector interfaces must remain electrically clean, but the surrounding PCB still requires protection.
This creates one of the most common challenges in conformal coating and Parylene processing: how to protect the assembly without allowing coating to interfere with critical electrical contact zones.
In practice, this is not solved by “being more accurate” with coating. It is solved by designing a process that separates protection from function.
This topic forms part of a wider coating process control framework. See the Electronic Coating Process Control for Reliability guide for full context.
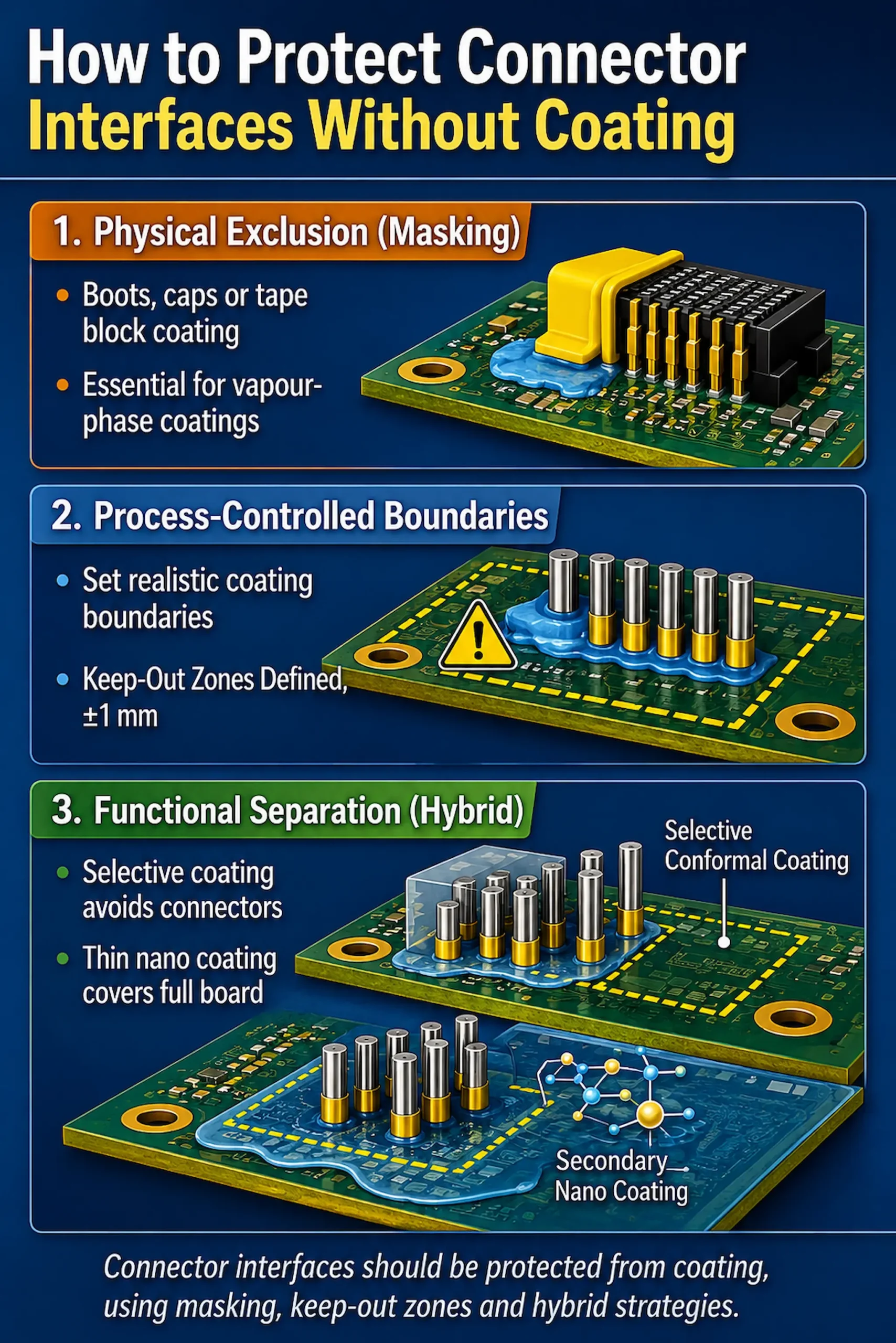
Connector interfaces should be protected from conformal coating using masking, controlled keep-out zones and hybrid protection strategies that preserve electrical contact reliability.
1) The core problem: protection vs electrical contact
Conformal coatings are designed to insulate and protect surfaces.
Connector interfaces are designed to do the opposite.
- Maintain direct metal-to-metal contact.
- Allow current flow without resistance increase.
- Remain free from contamination or unwanted films.
Any conformal coating entering this interface creates risk of electrical failure, increased resistance or intermittent behaviour.
2) Why “just avoid the connector” does not work
In theory, conformal coating should simply stop at the connector boundary. In production, coating behaviour is more complex.
- Capillary action: coating can be pulled into gaps and connector features. See Capillary Wicking in Conformal Coating.
- Wetting and flow: liquid coating can extend beyond the dispense location.
- Geometry: hidden paths can allow coating to migrate into contact zones.
- Parylene deposition: all exposed surfaces will be coated unless physically sealed.
This means connector protection cannot rely on visual boundary control alone.
For related boundary-control limits, see Selective Conformal Coating Accuracy.
Key insight: If coating reaching the connector causes failure, the process must be designed so it physically cannot reach it — not just aimed away from it.
3) The three practical strategies that actually work
Physical exclusion
- Boots, caps or tapes prevent coating ingress.
- This is essential for Parylene processes.
- It can be effective but introduces labour and variability.
Process-controlled boundaries
- Define realistic keep-out zones.
- Accept practical boundary variation.
- Use selective coating within known process limits.
Functional separation
- Keep thick coatings away from connector interfaces.
- Use a secondary protection route where appropriate.
- Protect the assembly without interfering with electrical contact.
Functional separation is often the most stable approach for complex assemblies. See Hybrid Coating Strategy for the wider process architecture.
4) Why masking alone is not a complete solution
Masking is often necessary, but it introduces its own risks.
- Application variability between operators, including handling contact during masking, fitting, inspection and removal. See Fingerprints and Handling Contamination Before Conformal Coating for practical guidance on contact contamination introduced before coating.
- Seal integrity issues on complex geometries.
- Removal damage to adjacent coating.
- Labour cost and throughput limitations.
Masking solves access, but not always process stability. Many recurring boundary and ingress problems are driven by masking design and execution rather than coating behaviour alone.
For more detail, see Masking Causes Most Conformal Coating Defects. For practical examples of how masking failures develop in production, see Connector Masking Failures: Contact Area Contamination, Why a Connector Masking Boot Does Not Always Prevent Coating Ingress and Masking Dots Lift During Conformal Coating.
Production warning: Many connector contamination issues originate from masking failures rather than coating process capability, but contamination can also come from earlier process residues. For a wider contamination example, see Flux Residues Causing Conformal Coating Failure.
Small leaks, poor seal contact and masking movement can allow coating into critical contact areas even when the coating process itself is operating correctly. In some cases, apparent connector contamination is not caused during coating at all but is introduced later when coating boundaries are damaged during de-masking. See Masking Tape Removes Conformal Coating During De-Mask.
It is also important to understand that not all masking boots are designed to create a liquid-tight seal. Some are intended primarily as spray shields, while others are designed for sealing or a combination of both. See Connector Masking Failures: Contact Area Contamination and Why a Connector Masking Boot Does Not Always Prevent Coating Ingress for practical examples.
5) Parylene: zero tolerance for exposure
With Parylene, the connector challenge is more severe because the coating process is vapour-phase and fully conformal.
- Deposition occurs on all exposed surfaces.
- Connector interfaces must be completely sealed.
- Masking design must be validated before coating begins.
For common sealing and masking problems in vapour deposition processes, see Parylene Masking Failures: Common Problems & How to Prevent Them.
6) What good connector protection looks like in practice
A stable connector protection strategy is a defined process, not a best-effort application.
- Clearly defined keep-out zones.
- Validated masking approach where required.
- Acceptance of realistic coating boundaries.
- Separation of protection functions where needed.
- Verification through inspection and testing.
Thickness readings taken away from the connector may not reflect what is happening at the interface itself. Local geometry, masking boundaries and coating behaviour can all create hidden variation.
Connector contamination investigations should also consider contamination sources outside the coating process itself. Assemblies can appear visually clean while still containing residues capable of affecting coating behaviour, masking performance or long-term reliability. For a practical production example, see Boards Look Clean but Still Fail Conformal Coating.
For related validation methods, see Conformal Coating Thickness Verification and Test Coupons & Witness Boards.
7) Summary
Connector interfaces should not be protected by conformal coating — they should be protected from coating.
The most effective solutions do not rely on precision alone. They rely on process design.
- Exclude coating where necessary.
- Control where coating can realistically go.
- Use alternative protection methods where appropriate.
This is a process engineering problem, not just a coating selection problem.
Related process guidance
Connector protection should be reviewed alongside boundary control, hybrid coating strategy, masking and inspection.
Process control and boundary definition
Connector and masking risks
- Press-Fit Connector Coating Problems
- Masking Causes Most Conformal Coating Defects
- Masking Tape Removes Conformal Coating During De-Mask
- Masking Dots Lift During Conformal Coating
- Capillary Wicking in Conformal Coating
Validation and alternative strategies
Why Choose SCH Services?
SCH Services supports customers in designing coating processes that work in real assemblies, including connector protection, masking strategy, selective coating boundaries and hybrid coating implementation.
We help define where coating should be applied, where it must be excluded, and how connector-sensitive regions should be validated before production release.
- Conformal Coating Solutions
- Conformal Coating Services
- Masking Solutions
- Conformal Coating Training
- Coating Consultancy
- Advanced Functional Coatings
For support with connector protection, masking or hybrid coating feasibility, contact SCH Services.
This article provides general technical guidance only. Final coating strategy, connector compatibility, masking approach and validation requirements should be confirmed against the specific product design, coating chemistry, customer specification and applicable standards.
