
Viscosity Drift in Conformal Coating Processes: The Hidden Cause of Process Variation
Why small changes in coating viscosity can create major production variation
Bulletin category: Process Control | Topic: Viscosity drift, coating thickness and production variation
Conformal coating processes often drift before an obvious defect appears. One of the most common hidden causes is viscosity change during production.
A coating bath, spray reservoir or mixed material may look acceptable to the operator, but small changes in solvent content, temperature, mixing condition or material age can alter how the coating flows, levels and builds thickness.
The practical risk is simple: the settings may not have changed, but the coating process may no longer be producing the same result.
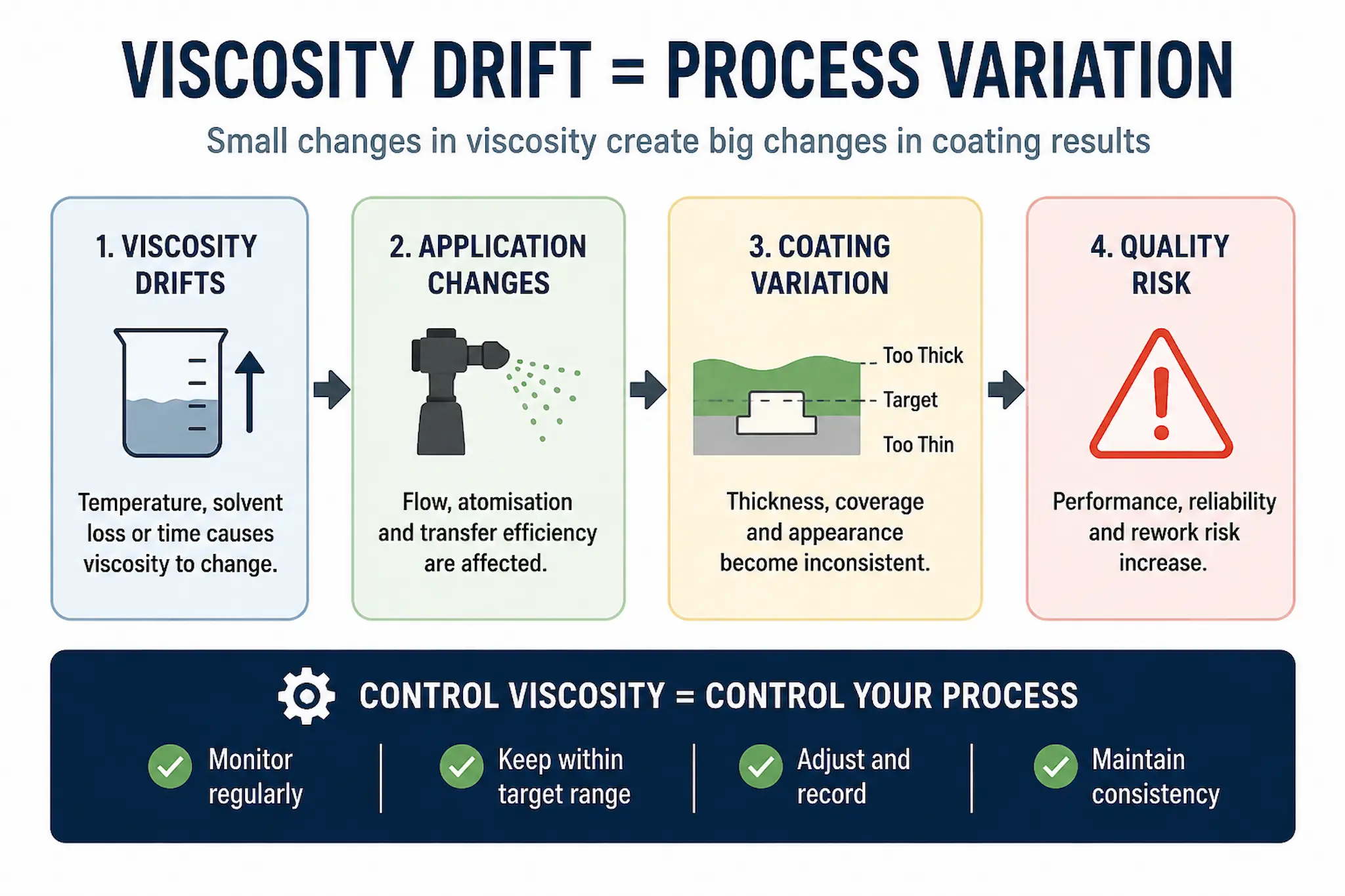
Conformal coating viscosity drift can cause coating thickness variation, inconsistent coverage and process instability.
The process drift pattern
Start of shift
Material fresh, stable and within expected behaviour.
During production
Solvent loss, temperature change or material age begins to affect flow.
End of shift
Same settings, but different coating build, coverage or finish.
Simple process view: viscosity drift can change coating behaviour without an obvious visual warning.
What engineers usually see
Viscosity drift rarely announces itself as a single clear failure. It usually appears as inconsistent behaviour across a batch, a shift or a production week.
- Coating thickness increases or decreases without a deliberate process change.
- Dip-coated assemblies show different edge build or drainage behaviour.
- Sprayed coatings begin to look drier, wetter or less even.
- Coverage around components, leads and edges becomes less predictable.
- Operators compensate by feel, which adds more variation.
In production, the warning sign is often not a dramatic defect. It is the gradual feeling that the process is becoming harder to keep repeatable.
Common hidden causes
Viscosity can change for several practical reasons. Some are material-related, but many are caused by the way the process is being run.
- Solvent evaporation: Open tanks, reservoirs and repeated exposure can increase solids concentration.
- Temperature change: Warmer or colder material can flow differently even when the formulation is unchanged.
- Material age: Mixed or working material may remain usable but no longer behave the same as fresh material.
- Contamination: Drag-in from assemblies, cleaning residues or previous material can affect coating behaviour.
- Inconsistent replenishment: Adding solvent or coating by judgement can create short-term correction but long-term instability.
Process reality: A material can still appear usable while no longer producing the same coating thickness or finish.
This is why viscosity control should be treated as a production control point, not just a material check. As discussed in our Conformal Coating Process Control guide, stable processes depend on monitoring process variables before defects appear.
Recommended shop-floor action
The aim is not to make the process complicated. The aim is to stop operators discovering viscosity drift only after coating quality has already changed.
- Define when viscosity is checked: start-up, after breaks, after replenishment and at defined production intervals.
- Record temperature where viscosity is measured, especially for dip and manual spray processes.
- Control open time for tanks, pots and reservoirs where solvent loss is likely.
- Avoid uncontrolled solvent additions without a defined correction method.
- Compare viscosity records against coating thickness results and visual defects.
- Investigate recurring thickness variation before assuming operator error.
A simple viscosity log linked to thickness checks can often explain process variation faster than visual inspection alone.
If the issue appears as coating thickness changing through a shift or production run, the problem may involve more than viscosity alone. Material condition, temperature, replenishment practice, equipment behaviour and operator adjustment can all contribute to film-build drift. See the bulletin Why Conformal Coating Thickness Changes During Production Runs.
Key message for engineers
Key message: If coating quality changes through production, check whether the material behaviour has changed before adjusting the application process.
Viscosity drift is easy to miss because the coating may still look normal in the container. The problem only becomes visible when thickness, coverage, drainage, spray finish or repeatability begins to move.
The next action is to compare viscosity, temperature, material age and coating thickness data across the production period. If those values move together, the process is drifting and needs control before it becomes a defect problem.
Related guidance
Why Choose SCH Services?
SCH Services supports conformal coating processes from production troubleshooting through to process control, operator training and coating application support.
- Practical experience with dip, spray, selective coating and manual application processes.
- Support with coating thickness variation, viscosity control, inspection and defect investigation.
- Process-led guidance for improving repeatability before defects become routine production problems.
For recurring coating variation, SCH can help review the process conditions, measurement approach and production controls needed to stabilise the coating result.
This bulletin is general technical guidance only. Final process decisions should be validated against the coating material datasheet, customer specification, production controls, inspection requirements and applicable qualification or reliability testing.
