
Why Conformal Coating Thickness Changes During Production Runs
A practical engineering bulletin on process drift, material behaviour and production consistency
Bulletin category: Process Control | Topic: Coating thickness drift, production variation and process stability
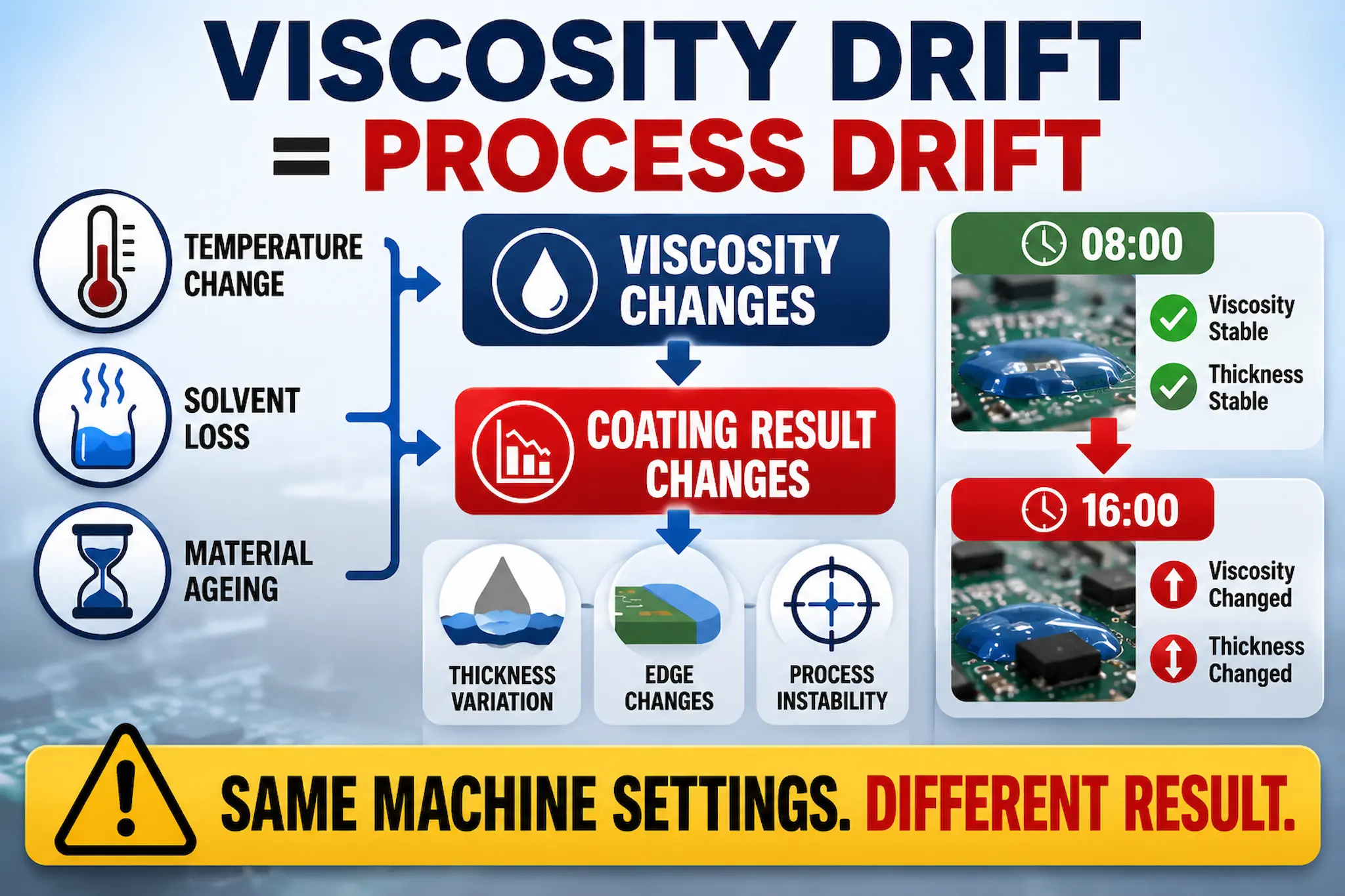
Viscosity drift can change coating thickness, edge definition and process stability even when machine settings remain unchanged.
Conformal coating thickness can change during production even when the same material, equipment and nominal process settings are being used.
A process that starts within the required thickness range may drift later in the shift because of material condition, evaporation, temperature, replenishment, equipment behaviour or operator adjustment.
The practical risk is that coating thickness variation may be treated as an inspection problem when the real issue is production process drift.
The production drift pattern
Start of run
Material, equipment and operator settings appear stable.
During production
Solvent loss, temperature and working method begin to affect coating behaviour.
End of run
The same process can produce different film build and coverage.
Simple process view: coating thickness can drift through production before a clear visual defect appears.
What engineers usually see
Thickness drift rarely appears as one dramatic failure. It usually shows as a gradual change in coating build, finish or repeatability across a shift, batch or production run.
- Thickness readings are acceptable at the start but drift later in production.
- Coating becomes heavier around edges, corners or drainage points.
- Film build becomes thinner on raised areas, vertical surfaces or exposed edges.
- Spray finish changes from wet to dry, or from controlled to heavy-build.
- Dip coating drainage behaviour changes as the tank condition changes.
- Operators begin adjusting by feel to keep the process looking acceptable.
A common production warning is when operators say the coating “feels different” even though the process settings have not formally changed.
Common hidden causes
Thickness change during production is normally caused by a combination of material behaviour, process control and application conditions.
- Viscosity drift: solvent loss, material age or temperature change alters how the coating flows and builds.
- Reservoir or tank condition: open containers, dip tanks and spray reservoirs can change during use.
- Temperature variation: warmer or colder coating can apply and level differently.
- Replenishment practice: adding coating or solvent by judgement can create short-term correction but long-term instability.
- Equipment behaviour: spray pattern, pressure, pump output, needle condition or nozzle contamination can change film build.
- Operator adjustment: small changes to speed, distance, overlap or dwell time can create measurable thickness variation.
Process reality: If coating thickness changes through production, the cause may be upstream of inspection and downstream of material selection.
This is why coating thickness should be reviewed as a process-control output, not only as a final inspection result.
Recommended shop-floor action
The aim is to identify whether thickness movement is random, location-specific or caused by production drift over time.
- Record thickness results by time, batch position and measurement location.
- Compare early, middle and late production readings rather than relying only on final inspection.
- Check viscosity, temperature and material age alongside thickness results.
- Review replenishment, solvent addition and reservoir open time.
- Inspect spray nozzles, pressure settings, pump behaviour and coating delivery condition.
- Separate local geometry effects from true production drift.
- Use witness coupons carefully, but do not assume they represent every local feature on the assembly.
A simple time-based thickness log often shows whether the process is genuinely stable or only appears stable at selected inspection points.
Key message for engineers
Key message: When thickness changes during production, investigate process drift before changing the coating specification or increasing the target film build.
Increasing the nominal coating thickness may hide one problem while creating another, such as pooling, cracking, masking leakage or excessive build around sensitive areas.
The next action is to compare thickness data against viscosity, temperature, material condition, application method and production timing. If those values move together, the process needs stabilising before the inspection plan can be trusted.
Related guidance
Why Choose SCH Services?
SCH Services supports coating process stability by combining practical production experience with process troubleshooting, thickness verification, operator training and coating application support.
- Support with coating thickness variation, viscosity drift and inspection interpretation.
- Practical experience with spray, dip, selective coating and manual application processes.
- Process-led guidance for improving coating repeatability before defects become routine production problems.
For recurring coating thickness variation, SCH can help review process conditions, measurement locations and production controls needed to stabilise the coating result.
This bulletin is general technical guidance only. Final coating thickness targets, inspection methods, measurement locations, process controls and acceptance limits should be validated against the specific assembly, coating material, customer specification, production method and applicable qualification or reliability testing.
