
Nano coatings are not suitable for every electronics protection problem
Ultra-thin and nano-scale coatings can be extremely useful, but they should not automatically be treated as replacements for barrier coatings or full environmental protection systems
Nano coatings and ultra-thin surface-function coatings can provide valuable performance benefits where conventional conformal coating thickness would interfere with connectors, sensors, RF structures, LEDs, membranes or precision assemblies.
However, nano coatings are often misunderstood. Water beading, thin film build or marketing claims about invisible protection do not automatically mean a coating is suitable for every electronics reliability environment.
The key engineering question is not whether a nano coating works. It is whether the coating mechanism matches the actual failure mechanism of the application.
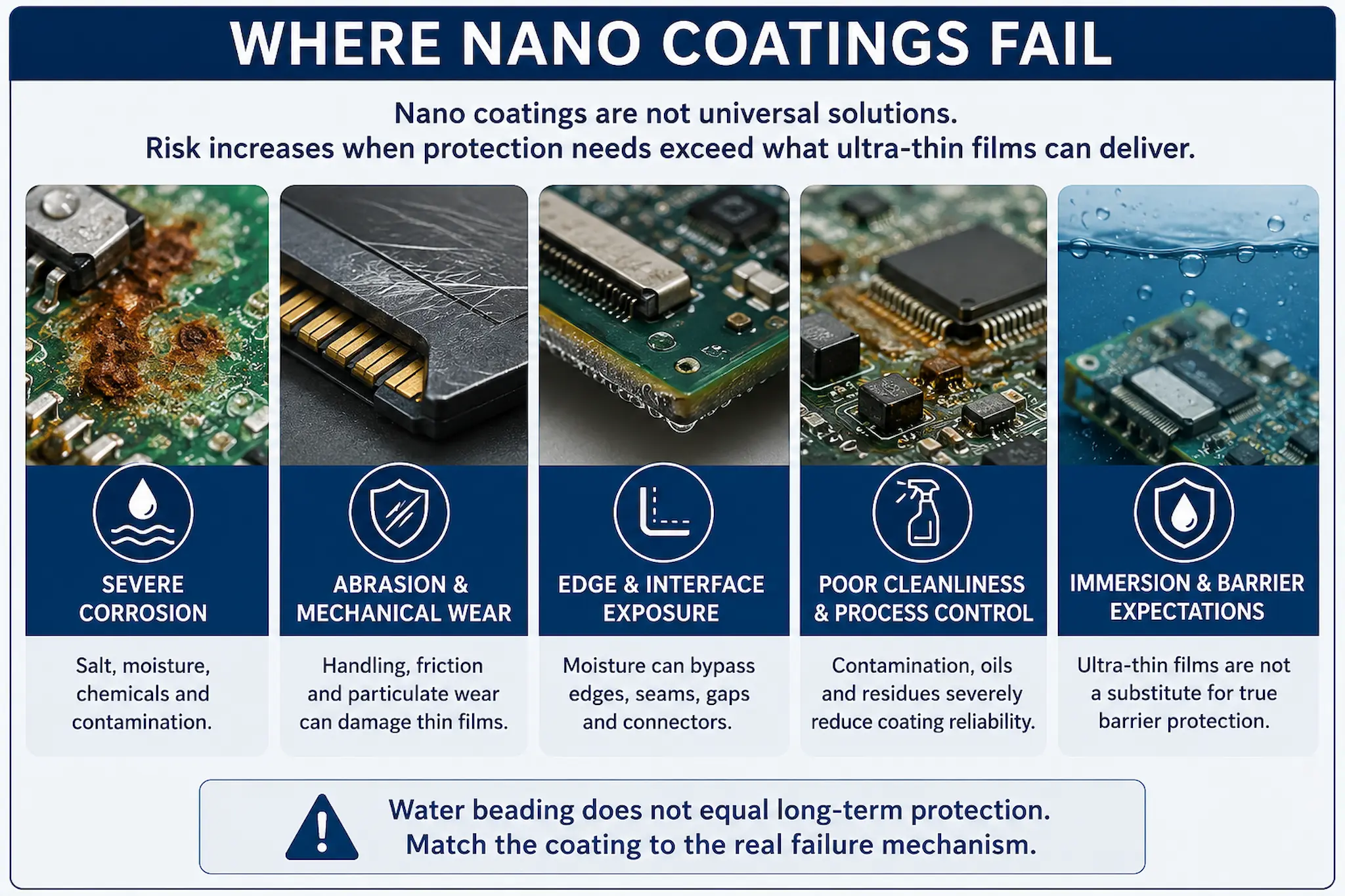
Nano coatings can struggle in severe corrosion, abrasion, contamination and edge-exposure environments where true barrier protection is required.
When nano coatings may be the wrong choice
Nano coatings can struggle where the application requires true environmental barrier protection, long-term immersion resistance, mechanical durability or strong protection against contamination-driven corrosion.
Very thin films can preserve function extremely well, but they usually provide less physical separation from the environment than thicker conformal coating or Parylene systems.
A nano coating should not automatically be assumed to provide the same protection level as a conventional barrier coating simply because water beads on the surface.
The failure risk increases when thin surface-function coatings are expected to solve problems that are actually caused by contamination, exposure severity, poor enclosure design or long-term moisture ingress.
Situation 1: severe corrosion environments
If the environment involves sustained condensation, salt exposure, ionic contamination, chemical attack or long-term moisture retention, a nano coating may not provide enough barrier separation.
In these situations, the main challenge is often preventing corrosion pathways and electrochemical activity over time rather than simply reducing surface wetting.
- Salt-rich environments: marine, offshore or road-salt exposure may exceed the capability of very thin films.
- Condensation-driven environments: repeated wet-dry cycling can create persistent corrosion risks.
- High contamination environments: trapped ionic residues may dominate failure behaviour.
- Chemical exposure: solvents, fuels or aggressive cleaning chemistry may damage surface-function layers.
Reducing water wetting does not necessarily stop ionic transport, corrosion activity or moisture-driven electrical leakage over long exposure periods.
Where corrosion control is the primary requirement, a thicker conformal coating or Parylene barrier system may be more appropriate.
Situation 2: high abrasion or mechanical wear
Nano coatings are often extremely thin. This helps preserve geometry and function, but it can also reduce mechanical robustness.
If the coated surface experiences repeated handling, abrasion, wiping, connector insertion, friction or particulate wear, the functional surface behaviour may degrade over time.
Handled assemblies
Frequent touch or cleaning may reduce coating effectiveness.
Sliding interfaces
Repeated movement may damage very thin functional films.
Particulate environments
Dust, grit or abrasive contamination may accelerate wear.
The thinner the coating, the more important the mechanical exposure conditions become.
Situation 3: applications needing edge and interface sealing
Nano coatings can perform well on accessible surfaces while still leaving vulnerabilities at edges, interfaces, seams, connectors, fasteners and capillary gaps.
These boundary areas are often where moisture accumulates and where long-term failures begin.
- Connector boundaries: moisture may bypass surface coatings through interfaces.
- Capillary gaps: fluids may migrate underneath components or structures.
- Sharp edges: local film coverage may become inconsistent.
- Mechanical joints: movement and stress may weaken protection.
Where boundary sealing is critical, additional protection methods or thicker coating systems may be required.
Situation 4: poor cleanliness and process control
Nano coatings are highly dependent on surface condition. Because the film build is low, contamination, oils, fingerprints, residues or moisture can have a large impact on coating behaviour.
In poorly controlled processes, the coating may appear visually acceptable while still suffering from poor adhesion, inconsistent coverage or unreliable performance.
Very thin coatings usually have less ability to hide poor process control than thicker barrier coatings.
Cleaning, drying, handling control and surface preparation should therefore be treated as critical parts of the coating process.
Situation 5: where inspection and validation are weak
Very thin coatings can be difficult to inspect visually. If validation relies only on appearance or water beading demonstrations, coating weaknesses may go unnoticed until environmental exposure or field failure occurs.
Validation should match the expected failure mechanism and the actual service environment.
Functional validation
Check RF, optical, sensor or airflow performance after coating.
Environmental validation
Test against realistic humidity, condensation, contamination and chemical exposure.
Boundary validation
Assess connectors, edges, seams and capillary interfaces rather than flat witness areas alone.
Where nano coatings are often most effective
Nano coatings are often strongest where preserving function is more important than creating a thick environmental barrier.
- RF-transparent systems: some applications may benefit from ultra-thin coatings that preserve antenna and signal behaviour where thicker barrier coatings could interfere.
- Optical systems: LEDs, lenses and optical electronics.
- Precision mechanisms: assemblies where thickness affects movement or fit.
- Sensors and membranes: structures requiring airflow, response sensitivity or breathability.
- Low-build protection problems: applications where conventional coating thickness itself creates risk.
The most successful nano coating applications are usually those where the coating role is clearly defined and realistically validated.
How this connects to the wider coating selection system
Choosing whether to use a nano coating is fundamentally a question about protection mechanism, environmental exposure and functional requirements.
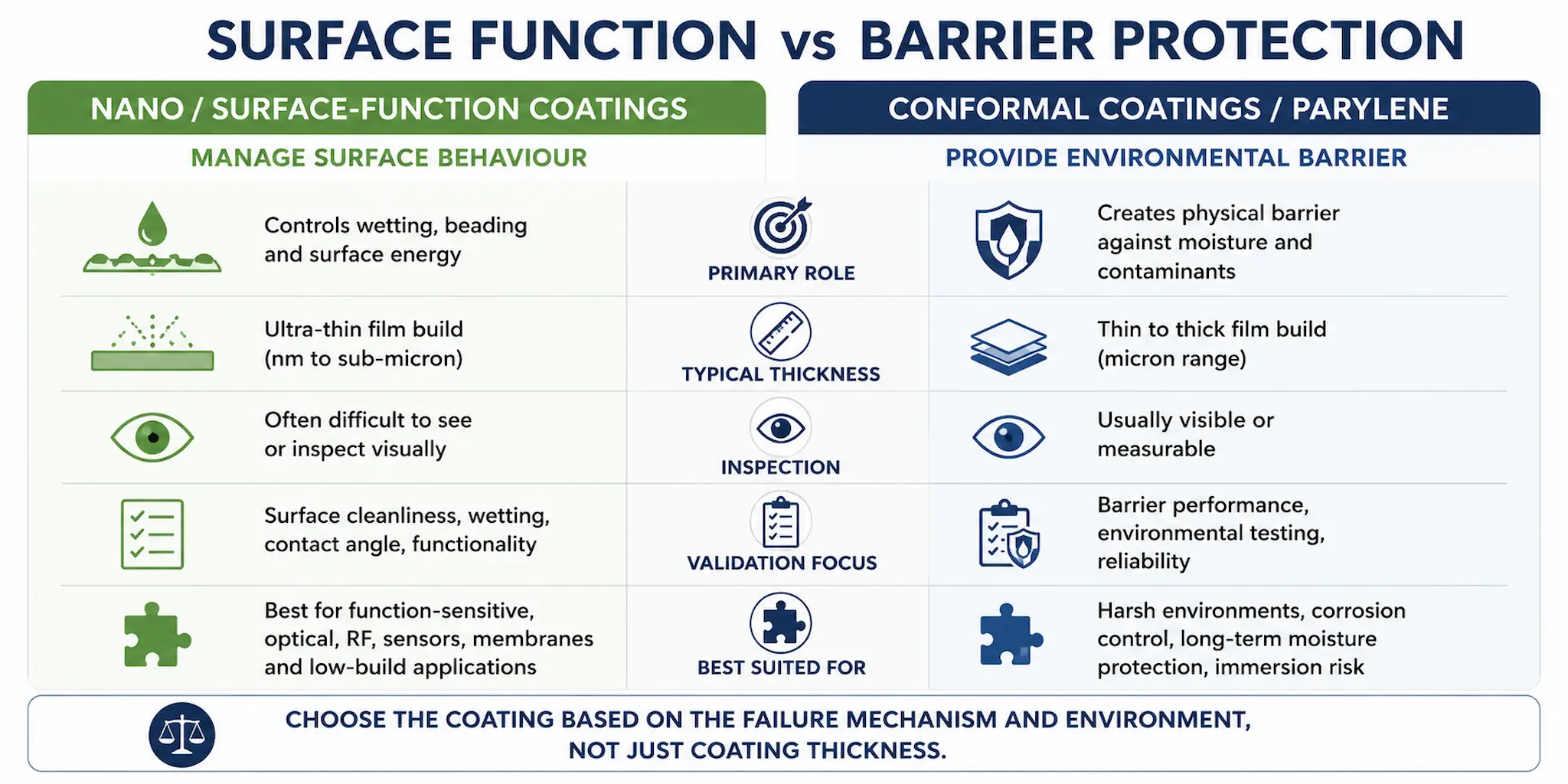
Nano coatings are typically surface-function coatings, while conformal coatings and Parylene are primarily environmental barrier systems.
Surface-function coatings mainly change how a surface behaves. Barrier coatings mainly separate the environment from the electronics. Confusing these two protection mechanisms is one of the most common causes of incorrect coating selection.
For related decision-making, see Why Ultra-Thin Coatings Fail, Surface Function vs Barrier Function Coatings, Protective Coatings for Sensors, Meshes & Membranes and Superhydrophobic Coatings for Antennas & Radomes.
Together, these pages help separate surface-function behaviour, barrier protection, environmental durability and thickness-sensitive design into clearer engineering decisions.
Where SCH Services can help
SCH Services supports coating selection, coating trials and process development across conformal coating, Parylene, nano coatings and advanced functional coatings.
Support can include reviewing the failure mechanism, assessing whether nano coating is appropriate, defining validation methods and comparing surface-function coating routes against conventional barrier coating systems.
Why Choose SCH Services?
- Practical coating experience: SCH works across conformal coatings, Parylene, nano coatings and advanced functional coatings.
- Process-led support: Recommendations are based on application conditions, production method, inspection and validation requirements.
- Independent selection thinking: SCH helps compare coating routes rather than forcing every application into one material type.
- Engineering and production capability: Support can include coating trials, process development, masking strategy, inspection planning and subcontract coating.
For coating selection support, review our Advanced Functional Coatings, Hydrophobic Coatings and Ultra-Thin Coatings pages.
This article provides general technical guidance only. Final coating selection, coating thickness, environmental durability and reliability decisions must be validated against the relevant application requirements, test standards and qualification procedures.
