
Ultra-thin coatings fail when their limits are misunderstood
Failure is often caused by wrong assumptions about protection mechanism, contamination, exposure and coating limitations
Ultra-thin coatings can be extremely useful where conventional conformal coating thickness would interfere with connectors, sensors, LEDs, antennas, tolerances or precision surfaces.
However, ultra-thin coatings can also fail when they are treated as direct replacements for thicker barrier coatings or Parylene systems. Their protection mechanism is different, their inspection methods are different and their limitations must be understood before they are specified.
The main failure risk is not usually the coating technology itself. It is the mismatch between the coating function and the actual service environment.
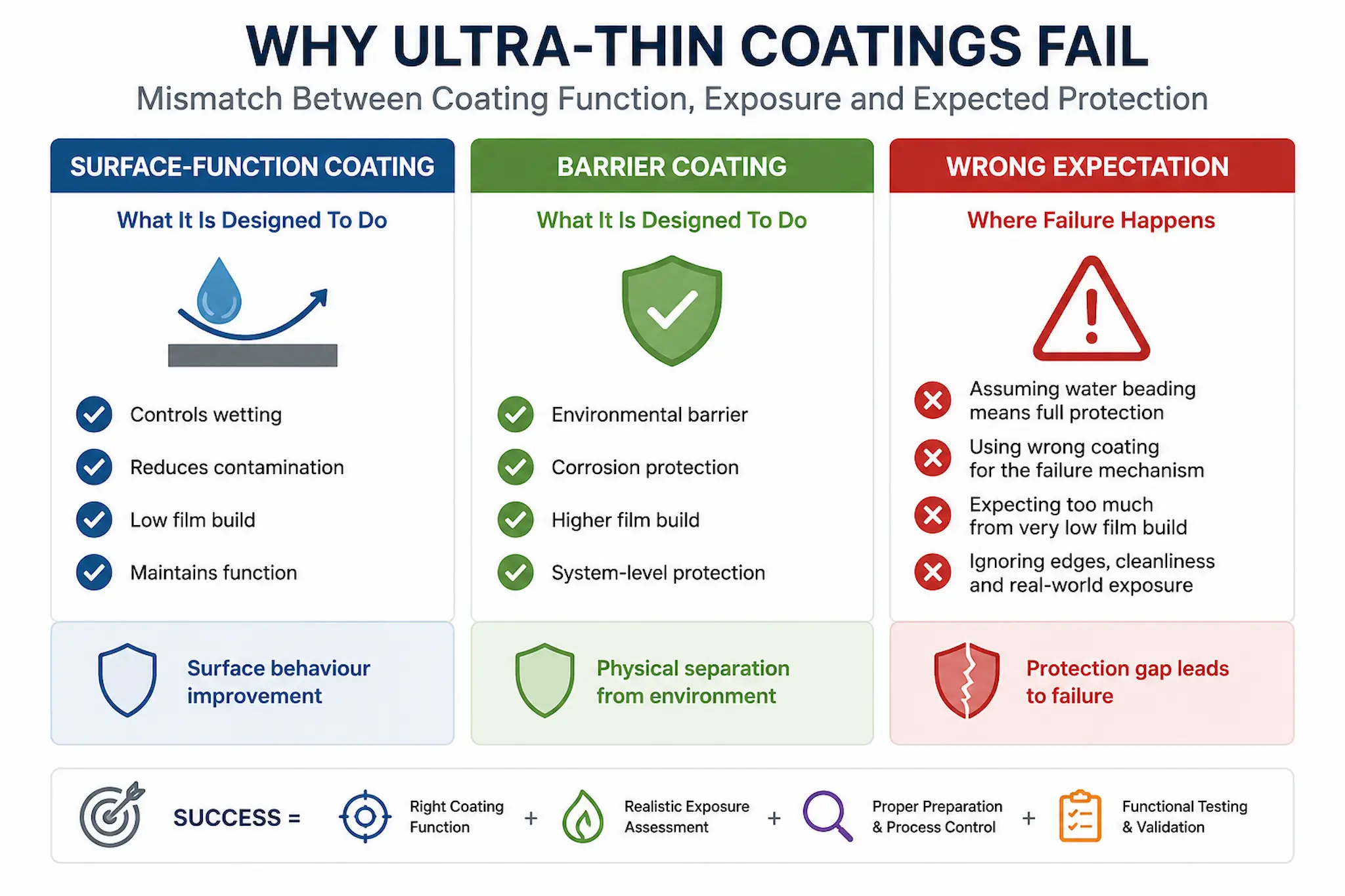
Ultra-thin coatings often fail when surface-function behaviour is mistaken for full environmental barrier protection.
Failure mode 1: assuming water beading means protection
A surface may bead water very effectively and still fail to protect electronics from corrosion, leakage current or long-term environmental damage.
Water beading shows surface wetting behaviour. It does not prove coating continuity, edge coverage, ionic cleanliness, corrosion resistance or long-term barrier performance.
Water repellency is a surface behaviour. Environmental protection is a system-level reliability outcome.
For this reason, water contact angle, bead formation or short-term splash tests should not be used alone to qualify an ultra-thin coating for electronics protection.
Failure mode 2: using the wrong coating for the failure mechanism
Ultra-thin coatings are often selected because they reduce thickness, avoid masking or preserve function. That does not mean they solve every environmental protection problem.
If the real failure mechanism is ionic contamination, trapped flux residue, galvanic corrosion, capillary moisture under components or exposure through damaged edges, a surface-function coating may not be enough.
- Surface wetting problem: an ultra-thin hydrophobic or surface-function coating may help.
- Barrier protection problem: a conventional conformal coating or Parylene process may be more appropriate.
- Cleanliness problem: cleaning and process control may matter more than coating selection.
- Design exposure problem: enclosure, drainage, connector selection or masking strategy may need review.
The coating should be selected against the failure mechanism, not against a generic desire for a thinner film.
Failure mode 3: expecting too much from very low film build
Low coating build is one of the main advantages of ultra-thin coatings, but it is also one of their main limitations.
Very thin films may preserve electrical, optical, RF or mechanical function, but they may not provide the same margin against abrasion, sharp edges, residues, solder joints, cut leads, connector boundaries or long-term chemical exposure as thicker systems.
Too thin for barrier duty
The coating may not provide enough physical separation from the environment.
Too thin for rough surfaces
High points, edges and residues may dominate the coating performance.
Too thin for wear
Handling, wiping, vibration or abrasion may remove functional surface behaviour.
Ultra-thin coating failure is usually progressive rather than sudden, with multiple small weaknesses combining into a larger reliability problem.
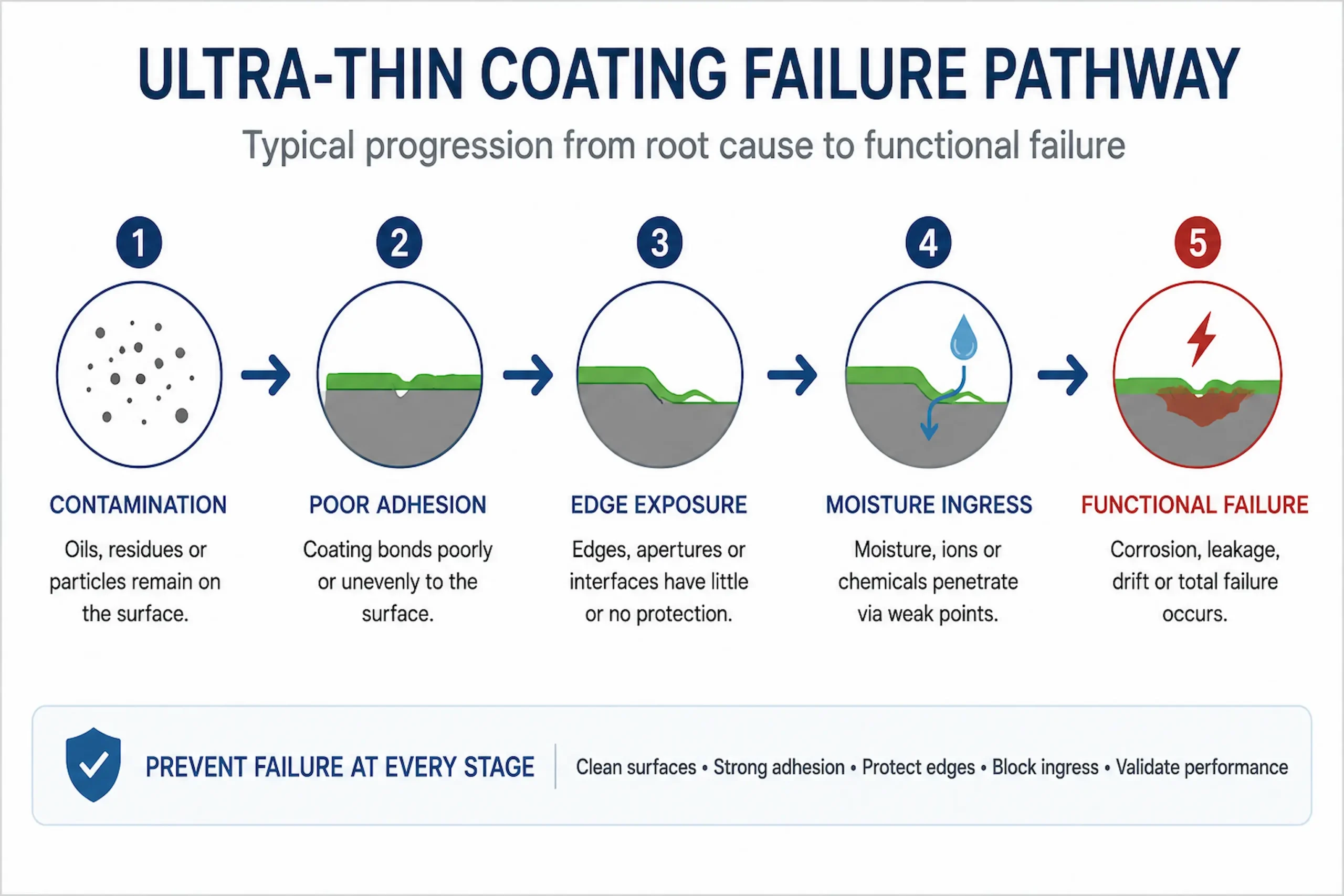
Typical ultra-thin coating failure pathway showing contamination, poor adhesion, edge exposure, moisture ingress and functional failure.
Most ultra-thin coating failures develop through a chain of contamination, weak boundaries and environmental ingress rather than a single isolated defect.
Failure mode 4: poor surface preparation
Ultra-thin coatings have limited ability to hide or overcome surface contamination. If residues, oils, fingerprints, flux, processing chemistry or moisture remain on the assembly, the coating may not bond or perform consistently.
Because the film is thin, the condition of the surface becomes more important. Small variations in cleanliness or surface energy can have a larger impact than they would with a thicker coating system.
Cleaning, handling controls, plasma treatment, drying and surface preparation should therefore be treated as part of the coating process, not as optional preparation steps.
Failure mode 5: poor edge, aperture and interface control
Ultra-thin coatings may perform well on open, accessible surfaces but still fail at edges, apertures, connectors, interfaces, fasteners, sharp features or capillary gaps.
These areas are often where moisture, contamination and mechanical damage concentrate. They are also the areas where very thin films may have the least process margin.
- Connector interfaces may need controlled keep-out areas.
- Edges and cut leads may need a different protection strategy.
- Membranes, meshes and vents may need function-first coating limits.
- Interfaces and gaps may require sealing, design changes or barrier protection.
Where the risk is concentrated at a boundary, the coating process should be validated at the boundary, not only on flat witness areas.
Failure mode 6: weak inspection and validation
Ultra-thin coatings can be difficult to inspect using standard visual methods. If inspection relies only on appearance, defects or missed areas may not be identified until functional testing or field exposure.
Validation should be based on the coating function and the expected failure mechanism, not only on whether the coating looks present.
Surface behaviour
Check wetting, contact angle, surface energy or contamination behaviour where relevant.
Functional performance
Confirm sensor response, optical output, RF performance, airflow or electrical function after coating.
Environmental exposure
Test against realistic humidity, condensation, splash, salt, cleaning or chemical exposure.
How to reduce the risk of ultra-thin coating failure
The best way to reduce failure risk is to define what the coating is actually expected to do. Ultra-thin coatings are strongest when their role is specific and measurable.
- Define whether the coating is for wetting control, contamination reduction, limited moisture exposure, optical preservation, RF transparency or barrier protection.
- Confirm that the service environment is realistic and not being underestimated.
- Validate coating performance on the real component geometry, not just flat coupons.
- Check surface preparation, cleaning, drying and handling controls.
- Use functional testing where the component has a sensing, optical, RF, airflow or membrane role.
- Do not treat water beading as proof of corrosion protection.
A thin coating can be the right choice, but only when the failure mode, surface condition and validation method are all aligned.
How this connects to the wider coating selection system
Ultra-thin coating failures often sit at the boundary between surface-function behaviour and environmental barrier protection.
For related decision-making, see What Is an Ultra-Thin Functional Coating?, Surface Function vs Barrier Function Coatings, Surface Energy vs Environmental Barrier Protection and Protective Coatings for Sensors, Meshes & Membranes.
These pages help separate surface behaviour, barrier protection, coating thickness and component function into clearer engineering decisions.
Where SCH Services can help
SCH Services supports coating selection, coating trials and process development where standard conformal coating assumptions may not be suitable.
Support can include reviewing the failure mechanism, assessing whether ultra-thin coating is appropriate, defining test methods, developing masking strategies and comparing conformal coating, Parylene, nano coating and advanced functional coating routes.
Why Choose SCH Services?
- Practical coating experience: SCH works across conformal coatings, Parylene, nano coatings and advanced functional coatings.
- Process-led support: Recommendations are based on application conditions, production method, inspection and validation requirements.
- Independent selection thinking: SCH helps compare coating routes rather than forcing every application into one material type.
- Engineering and production capability: Support can include coating trials, process development, masking strategy, inspection planning and subcontract coating.
For coating selection support, review our Advanced Functional Coatings, Ultra-Thin Coatings and Conformal Coating Solutions pages.
This article provides general technical guidance only. Final coating selection, coating thickness, inspection method, environmental durability and reliability decisions must be validated against the relevant application requirements, test standards and qualification procedures.
