
How Plasma Gas Chemistry Changes PCB Surface Preparation Before Parylene
Understanding oxygen, argon, nitrogen and mixed-gas plasma effects before vapour-deposited coating
Plasma cleaning is often described as a single preparation step before Parylene coating, but this can be misleading. The gas used in the plasma process strongly affects whether the surface is being cleaned, activated, oxidised, physically etched or modified.
For PCB assemblies and electrical components, this matters because the same plasma process may improve adhesion on one material while damaging, oxidising or weakening another. FR4, solder mask, metals, ceramics, elastomers, connector plastics and labels can all respond differently.
Before Parylene deposition, the aim is not simply to use the most aggressive plasma. The aim is to create a controlled, repeatable surface condition that supports adhesion without compromising the assembly.
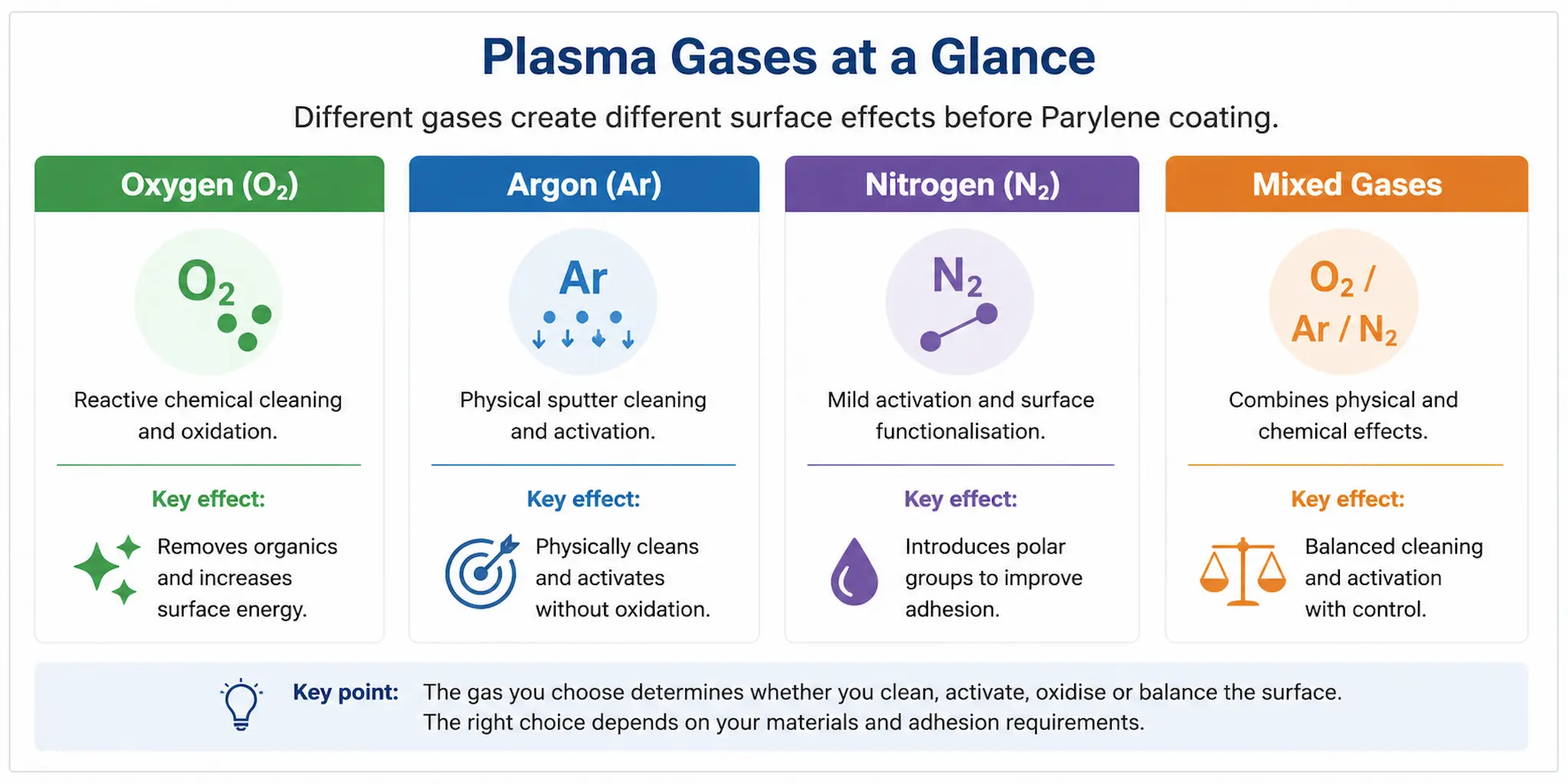
Different plasma gases create different cleaning, activation and oxidation effects before Parylene deposition.
Plasma Is Not One Process
Plasma contains energetic ions, radicals, electrons and ultraviolet energy. These species interact with the surface of the assembly and change contamination, surface energy and surface chemistry.
The plasma gas determines the dominant mechanism. Oxygen plasma is strongly chemical and oxidative. Argon plasma is mainly physical. Nitrogen plasma can provide milder activation. Mixed gases are often used when a single gas does not provide the right balance.
Key process point: plasma cleaning should be specified by gas chemistry, power, pressure, time, fixture loading and material sensitivity. “Plasma cleaned” alone is not a complete process definition.
Oxygen plasma
Reactive chemical cleaning and oxidation. Strong for organic residue removal, but can be aggressive on sensitive materials.
Argon plasma
Physical sputtering and surface activation. Useful where oxidation is undesirable, but weaker for heavy organic contamination.
Nitrogen plasma
Milder activation and surface functionalisation. Often considered where lower oxidation is preferred.
Mixed gases
Used to balance cleaning, activation and material compatibility when one gas alone is not ideal.
Why Plasma Preparation Matters Before Parylene
Parylene is deposited as a vapour-phase polymer coating. It is highly conformal and can coat complex surfaces, gaps and geometries, but it does not hide poor surface preparation.
If contamination, weak boundary layers or low-energy surfaces remain on the PCB, the Parylene film may deposit over them rather than bond reliably to the true substrate. This can lead to edge lift, blistering, delamination or failure during environmental testing.
Plasma preparation can improve Parylene adhesion by removing organic contamination, increasing surface energy and improving interaction with adhesion promoters where they are used. However, incorrect plasma selection can also introduce new risks.
Important distinction: plasma can support Parylene adhesion, but it does not replace correct cleaning, masking, handling, primer control or process validation.
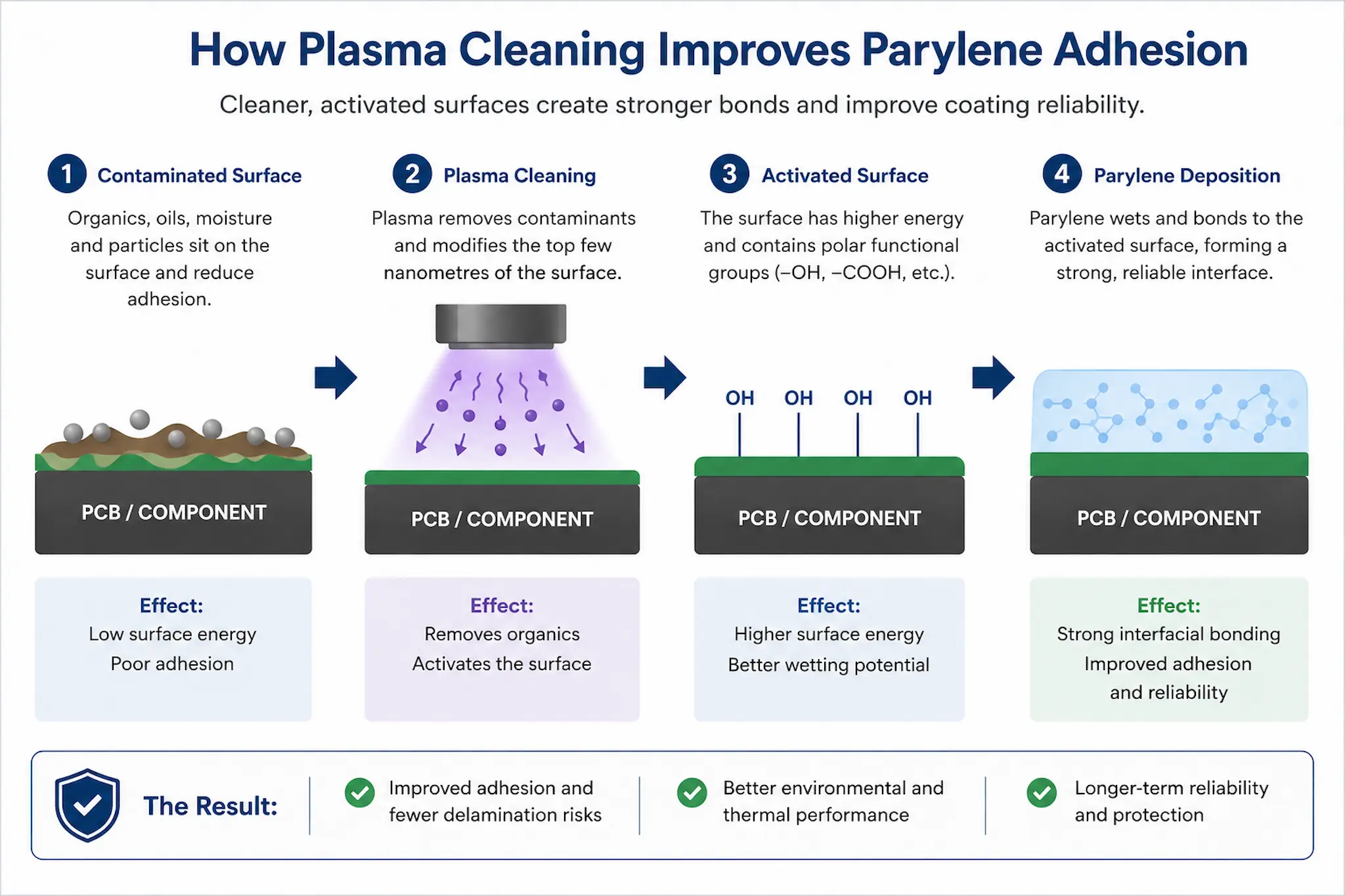
Plasma cleaning removes contamination, increases surface energy and improves Parylene bonding reliability.
Oxygen Plasma for Parylene Preparation
Oxygen plasma is one of the most common plasma processes used before coating because it is very effective at attacking organic contamination.
Reactive oxygen species can break down hydrocarbons, oils, fingerprints, light organic residues and weak surface films. This can improve surface energy and support better adhesion behaviour before Parylene deposition.
Where oxygen plasma is useful
- General PCB assemblies where organic contamination is the main concern.
- Solder mask and polymer surfaces that require surface energy improvement.
- Ceramic and metal assemblies where organic films need to be removed.
- Applications where plasma is used before an adhesion promoter or silane process.
Potential risks with oxygen plasma
- Oxidation of exposed metal surfaces.
- Surface attack or embrittlement of sensitive polymers.
- Damage to elastomers, labels, adhesives or soft materials.
- Over-activation, followed by ageing if parts are not coated within a controlled time window.
Oxygen plasma should therefore be treated as a controlled production process, not a generic cleaning step. Power, time and exposure need to be chosen around the most sensitive materials on the assembly, not only the most difficult surface to clean.
Argon Plasma for Parylene Preparation
Argon is an inert gas, so argon plasma does not rely mainly on chemical reaction. Instead, it works through physical ion bombardment and sputtering at the surface.
This can remove loosely bound contamination, disrupt weak surface layers and physically activate the surface without the same level of chemical oxidation associated with oxygen plasma.
Where argon plasma is useful
- Surfaces where oxidation should be minimised.
- Metallic or metallised areas that may be sensitive to oxidative treatment.
- Delicate assemblies where aggressive oxygen chemistry may be too severe.
- Pre-treatment where physical activation is needed without strong chemical attack.
Limitations of argon plasma
Argon plasma is usually less effective than oxygen plasma at removing heavy organic contamination, oils, silicones or residues. If the assembly is chemically contaminated, argon alone may not be sufficient.
In many cases, argon is used as part of a mixed-gas process where physical activation and chemical cleaning are both required.
Nitrogen Plasma for Parylene Preparation
Nitrogen plasma is generally used where a milder surface activation effect is desired, or where heavy oxidation is not preferred.
It can introduce polar nitrogen-containing functional groups and increase surface energy without behaving in the same strongly oxidative way as oxygen plasma.
Where nitrogen plasma may be considered
- Sensitive polymer surfaces.
- Flexible circuits or polymer-rich assemblies.
- Applications where surface activation is required but aggressive oxidation is undesirable.
- Process development work where oxygen plasma is causing surface damage or material change.
Nitrogen plasma is not a universal replacement for oxygen plasma. It may be less effective for removing organic residue, so it is normally selected when the balance between activation and material protection is more important than maximum organic removal.
Other Plasma Gases Used in Specialist Processes
Other gases may be used in more specialised surface preparation, but they require careful process knowledge and are not normally treated as general-purpose PCB cleaning gases.
Hydrogen plasma
Can be used for reduction chemistry, including oxide reduction in specialist applications. It requires careful control and is not normally used as a general PCB cleaning process.
Air plasma
A mixed oxygen and nitrogen process. It can be useful for lower-cost or atmospheric systems but offers less chemistry control than defined gas processes.
Fluorinated gases
Can be used for aggressive etching in specialist applications. These are not general cleaning gases and may attack materials used in electronics.
Mixed-Gas Plasma Processes
In production surface preparation, the best result is often achieved using a controlled gas mixture rather than a single gas.
For example, an argon and oxygen mixture can combine physical surface activation with chemical organic removal. This may provide a more balanced treatment than high-power oxygen plasma alone.
The correct mixture depends on the assembly materials, contamination type, Parylene grade, adhesion promoter strategy and reliability requirement.
Typical reasons to use a mixed gas
- To improve cleaning without excessive oxidation.
- To combine physical activation with chemical residue removal.
- To reduce process damage on sensitive assemblies.
- To tune the plasma process around a specific material stack.
Process reality: the best plasma recipe is not always the strongest recipe. It is the recipe that produces repeatable adhesion without creating new material risks.
This is why plasma selection should be managed as part of wider Parylene process stability and yield optimisation, rather than treated as a stand-alone cleaning choice.
How Different PCB Materials Respond to Plasma
A populated PCB is not a single material. A plasma recipe that improves one surface can change another surface in a different way.
| Material or area | Possible plasma benefit | Potential risk |
|---|---|---|
| Solder mask | Surface energy improvement and organic residue removal. | Over-treatment, surface change or weak boundary formation. |
| FR4 laminate | Improved cleanliness and surface activation. | Resin attack if the process is too aggressive. |
| Metals | Removal of light contamination and surface films. | Oxidation, corrosion sensitivity or altered surface condition. |
| Ceramics | Good compatibility with many plasma processes. | Contamination redeposition if parts or fixtures are not controlled. |
| Elastomers and seals | Limited surface activation in some cases. | Cracking, embrittlement, oxidation or loss of flexibility. |
| Connector plastics | Improved surface energy where coating is required. | Material attack, dimensional change or unwanted coating adhesion in keep-out areas. |
| Labels and adhesives | Possible surface cleaning. | Adhesive degradation, lifting or contamination release. |
Plasma Cleaning and Adhesion Promoters
Plasma preparation is often used alongside adhesion promoters for Parylene coating. The plasma step can increase surface energy and remove weak contamination so that the adhesion promoter can interact more effectively with the surface.
However, plasma and adhesion promoter use must be controlled together. A surface can age after activation, contamination can be reintroduced during handling, and primer application can become inconsistent if the pre-treatment window is not defined.
Key controls before Parylene deposition
- Define the plasma gas and recipe.
- Control the time between plasma treatment and primer or coating.
- Minimise handling after plasma activation.
- Validate compatibility with solder mask, components and masking materials.
- Use witness coupons or representative test assemblies where possible.
For more detail on adhesion mechanisms and failure routes, see Parylene Adhesion: Causes of Failure & Solutions.
Common Plasma Process Mistakes Before Parylene
Plasma problems often occur when the process is specified too generally or copied from a different product without validation.
Using oxygen by default
Oxygen plasma is effective, but it is not always the safest choice for sensitive assemblies.
Over-treating the surface
Long exposure or high power can damage polymers, oxidise metals or create weak surface layers.
Ignoring material variety
A PCB assembly contains several materials, not one uniform substrate.
Leaving too long before coating
Activated surfaces can age, recover or become contaminated before Parylene deposition.
Practical Selection Guide for Plasma Gas Choice
The gas choice should be based on the contamination, materials present and required reliability outcome. The table below provides a practical starting point for engineering discussion, not a universal recipe.
| Process need | Gas type often considered | Reason |
|---|---|---|
| Organic residue removal | Oxygen or oxygen-containing mix | Strong chemical oxidation of hydrocarbons and organic films. |
| Low-oxidation surface activation | Argon or nitrogen | Less chemically oxidative than oxygen plasma. |
| Physical surface disruption | Argon | Ion bombardment and sputtering rather than chemical reaction. |
| Balanced cleaning and activation | Argon / oxygen mixture | Combines physical activation with chemical organic removal. |
| Sensitive polymer-rich assemblies | Nitrogen, argon or reduced oxygen process | May reduce aggressive oxidation or polymer attack. |
| Specialist oxide reduction | Hydrogen-containing process | Used in specialist reduction chemistry, requiring strict process control. |
How SCH Would Treat Plasma Cleaning as a Controlled Process
For high-reliability Parylene work, plasma cleaning should be treated as part of the coating process route, not as an isolated pre-cleaning operation.
The process should normally be reviewed against the substrate materials, contamination sources, masking approach, adhesion promoter use, coating thickness, Parylene grade and reliability test requirements.
A practical development route
- Identify the materials and surfaces that require Parylene adhesion.
- Identify sensitive materials that may be damaged by plasma exposure.
- Define the likely contamination type and source.
- Select a starting gas chemistry and process window.
- Validate using representative parts, witness coupons or test assemblies.
- Confirm adhesion after environmental, thermal or humidity exposure where relevant.
This approach links plasma treatment directly into the wider Parylene process. For related process control guidance, see Parylene as a Manufacturing System and Parylene Troubleshooting Workflow.
Related Technical Articles
These related resources provide additional context on adhesion, cleaning, specification and process control for Parylene and conformal coating applications.
Why Choose SCH Services?
SCH Services supports customers with practical coating process knowledge across Parylene, conformal coating and advanced functional coating applications.
- Parylene coating services: support for coating trials, production coating and process development.
- Parylene training and support: technical guidance for operators, engineers and production teams.
- Parylene equipment: support for coating system selection, process setup and production implementation.
For support with Parylene coating, cleaning, adhesion control or process development, visit our Parylene Coating Services, Parylene Training & Support or Parylene Equipment pages.
Disclaimer: This article provides general technical guidance only. Plasma cleaning, adhesion promotion and Parylene coating processes must be validated against the specific materials, assemblies, operating environment, qualification standards and reliability requirements of the application. Final process decisions should be confirmed through appropriate testing and customer approval.
