
UV (UVA) Inspection: Coverage & Edge Definition
How UV inspection helps verify coating coverage, edge definition and masking boundaries
UV (UVA) inspection is one of the most widely used inspection methods in conformal coating processes. Because most conformal coatings contain a fluorescent tracer dye, exposure to UV-A light makes coating presence, coverage continuity and masking boundaries immediately visible.
This article explains how UV inspection should be used correctly — what it reliably shows, what it does not, and how it fits into a controlled inspection workflow.
Article Quick Links
| Topic | More |
|---|---|
| Role of UV inspection | 🔗 |
| Coverage assessment | 🔗 |
| Edge definition & masking | 🔗 |
| UV limitations | 🔗 |
| What UV inspection can miss | 🔗 |
| Related inspection articles | 🔗 |
The Role of UV Inspection in Conformal Coating
UV inspection is a screening and verification tool. It provides rapid visual confirmation that coating has been applied where required and that masking has performed as intended.
- Confirms coating presence and continuity
- Highlights missed areas, skips, and shadowing
- Reveals edge behaviour around masking boundaries
- Identifies obvious leakage or overspray into keep-out zones
It is typically the first inspection stage, not the final acceptance authority.
Coverage Assessment Under UV
- Uniform fluorescence indicates continuous coating coverage
- Dark or dull regions indicate missing or very thin coating
- Shadowed zones beneath, around or actually on components often indicate spray path obstruction or poor access
Coverage failures identified at this stage are typically caused by shadowing, poor spray access, masking interference, or surface energy effects.
In contrast, defects such as de-wetting may appear as apparent “missing coverage” under UV.
Edge Definition & Masking Performance
UV inspection is particularly effective at evaluating mask boundary behaviour.
- Acceptable: smooth, continuous boundary with no coating ingress into keep-out areas
- Concern: uneven pull-back, feathered boundaries, or inconsistent edge definition
- Rejectable: coating penetration into defined keep-out zones or unstable edges that may lift or propagate
Edge-related findings almost always point to masking selection, application, dwell time, or removal technique.
However, acceptable masking boundaries do not automatically mean the coating process is defect-free. Assemblies can exhibit contamination, de-wetting, thickness variation, curing problems or coverage defects even when masking performs correctly. For a practical example, see Why Perfect Masking Still Produces Coating Defects.
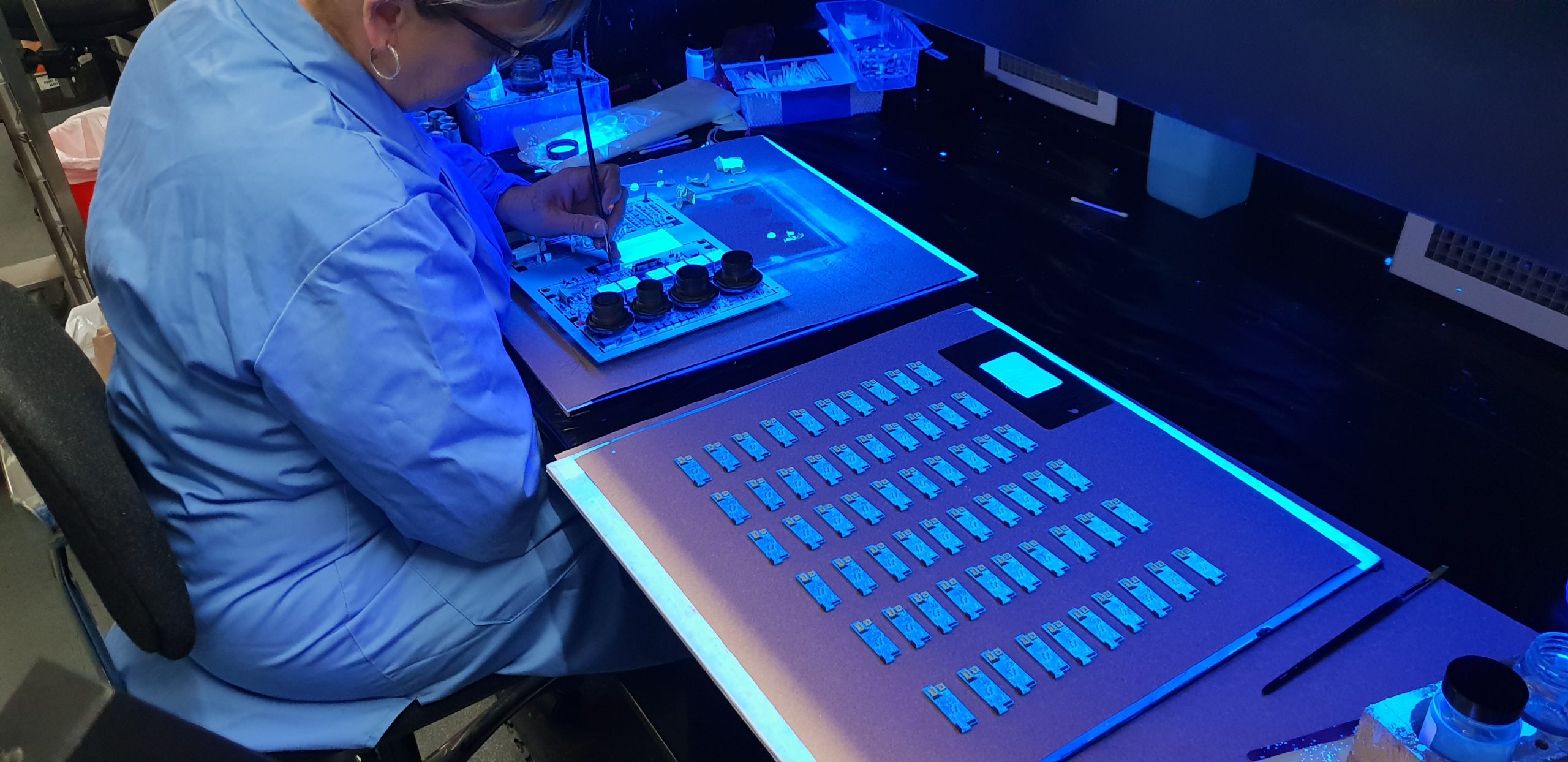
UV inspection booth: UV-A lighting allows inspectors and operators to assess coating presence, coverage continuity and masking boundaries, but additional inspection methods are required to verify thickness, adhesion and overall process quality.
Limitations of UV (UVA) Inspection
UV inspection does not provide a complete assessment on its own.
- Does not reliably confirm coating thickness – thickness should be verified using defined measurement methods and sampling plans. See Thickness Verification (AQL, Coupons & SPC).
- Cannot fully characterise bubbles or voids
- Cannot assess adhesion or cure state
- May mask texture defects
What UV Inspection Can Miss (and Why It Matters)
UV inspection is useful for showing coating presence, coverage continuity and masking boundaries, but it can create false confidence if it is treated as proof of full coating quality.
- Thin coating: a fluorescent trace may be visible even when the film build is below the required thickness.
- Hidden coverage gaps: shadowed features, component edges and complex geometry may still be poorly protected.
- Surface defects: de-wetting, fish eyes, craters or contamination may need white-light inspection and process review.
- Adhesion or cure problems: UV response does not prove the coating has bonded correctly or cured fully.
- Correct masking but failed coating: clean edges and protected keep-out zones do not prove the coated areas are defect-free.
Need Help Improving UV Inspection Consistency?
If UV decisions vary between operators or shifts, SCH can help you standardise the method, lighting, and decision rules.
