
Parylene training should start before the chamber
Why operators need to understand the whole manufacturing system, not just the deposition machine
One of the most important lessons when training staff on Parylene is that the deposition chamber is only one part of the process.
New operators often focus on the machine because it is the most visible and technical stage. However, many Parylene failures are caused before the chamber door is closed or after the coating run has finished.
Cleaning, handling, masking, loading, demasking, inspection and traceability are often the areas that decide whether the coating succeeds in production.
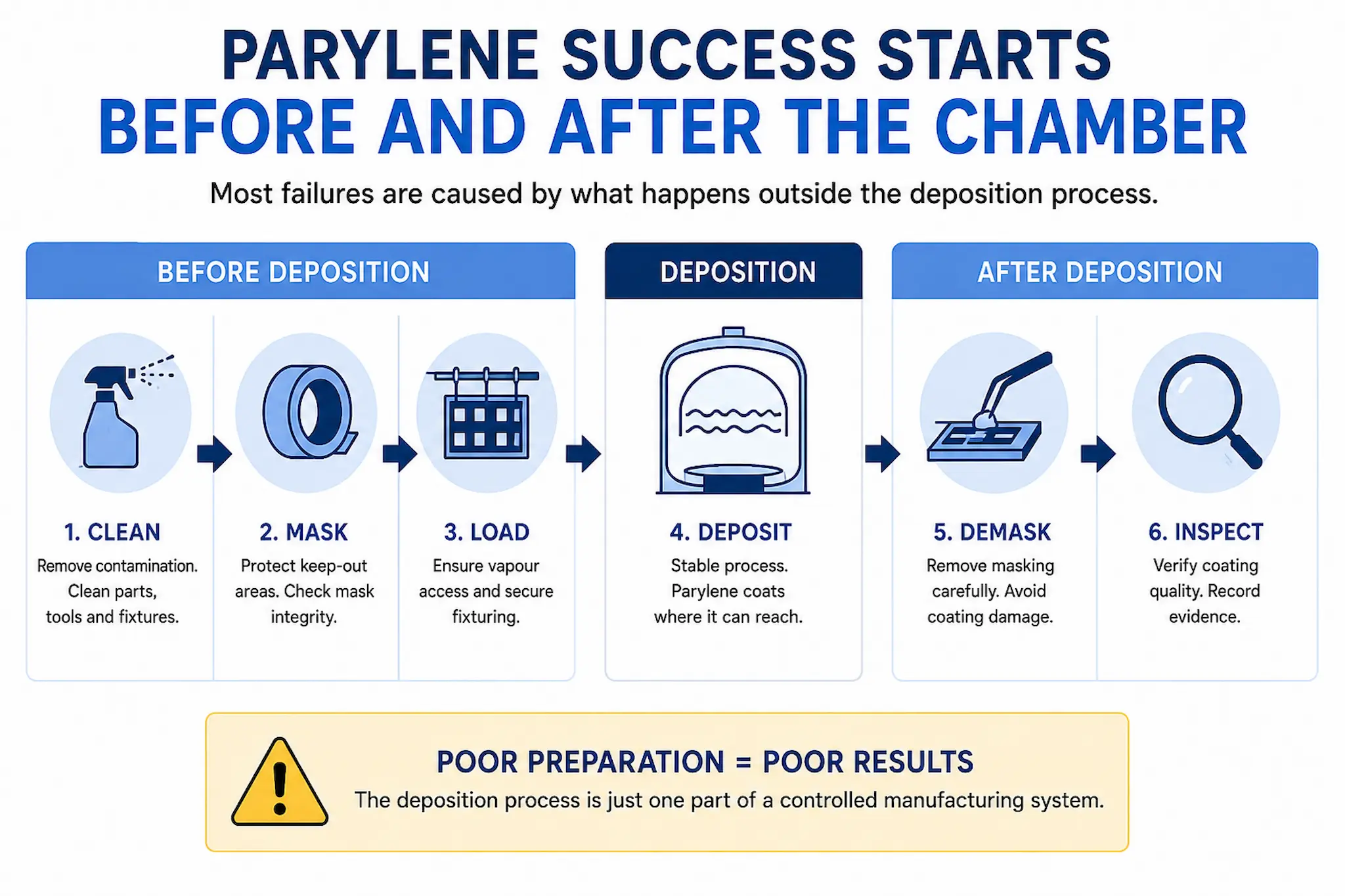
Many Parylene coating failures originate outside the deposition chamber. Effective operator training focuses on cleaning, masking, loading, demasking and inspection as well as the coating process itself.
The common training mistake
It is easy to train staff as machine operators rather than process technicians.
If the training begins with recipes, buttons, vacuum readings and deposition times, operators may assume that Parylene quality is mainly controlled by the chamber cycle.
Training insight: Parylene coating is not simply a deposition operation. It is a controlled manufacturing system.
This distinction matters because a technically successful coating run can still produce unacceptable parts if the assemblies were contaminated, poorly masked, incorrectly loaded or damaged during demasking.
Where failures often begin
Parylene vapour will generally deposit wherever it can reach. That is both its strength and its risk.
Staff need to understand that the process is sensitive to preparation and control. Typical training focus areas should include:
- cleanliness and contamination control before coating
- safe handling of assemblies before and after deposition
- masking design, masking integrity and keep-out protection
- fixture loading and vapour access
- demasking without lifting or damaging the coating edge
- inspection criteria and evidence recording
The aim is not to overload new staff with theory. The aim is to show them where real production risk usually enters the process.
A better starting message for operators
A useful opening message is simple:
The deposition process may take hours, but the success or failure of the coating is often decided before the chamber door is closed.
This helps operators understand why apparently small steps matter.
A fingerprint, poor mask edge, loose fixture, blocked vapour path or rushed demasking step can undermine an otherwise stable Parylene run.
What good Parylene training should create
Good Parylene training should create staff who understand cause and effect across the whole process.
Operators should be able to recognise when something is not ready for coating, when a masking approach is risky, when loading may affect coating access and when inspection evidence is not strong enough.
That is the difference between a person who can run a machine and a person who can help protect a controlled coating process.
Related guidance
For deeper technical guidance, see the Parylene manufacturing process control article and the Parylene troubleshooting workflow.
For practical support, see Parylene training and support.
Why Choose SCH Services?
SCH Services supports Parylene coating as a controlled manufacturing process, not just a coating application.
- Practical operator and engineer training
- Support with masking, handling, inspection and process control
- Experience in coating services, equipment and production troubleshooting
- Clear guidance for moving from trial work into repeatable production
If you need help training staff or improving Parylene process control, contact SCH Services to discuss the application.
This article is general technical guidance only. Parylene coating processes, inspection criteria and production controls should always be validated against the assembly design, customer requirements, applicable standards and qualification testing.
