
Why UV Trace Does Not Guarantee Correct Coating Coverage
A practical inspection bulletin for avoiding false confidence during conformal coating checks
Bulletin Category: Inspection & Validation | Typical Environments: Selective spray, manual spray, dip coating and UV inspection stations.
UV trace is useful during conformal coating inspection, but it does not prove that the coating is correctly applied, fully continuous or present at the required thickness.
The fluorescent response only confirms that UV-active material is visible under inspection lighting. It does not automatically confirm coating performance, edge coverage, cured condition, adhesion, thickness or environmental protection.
This bulletin explains the practical inspection risk: a board can appear coated under UV light while still having process defects that matter in production.
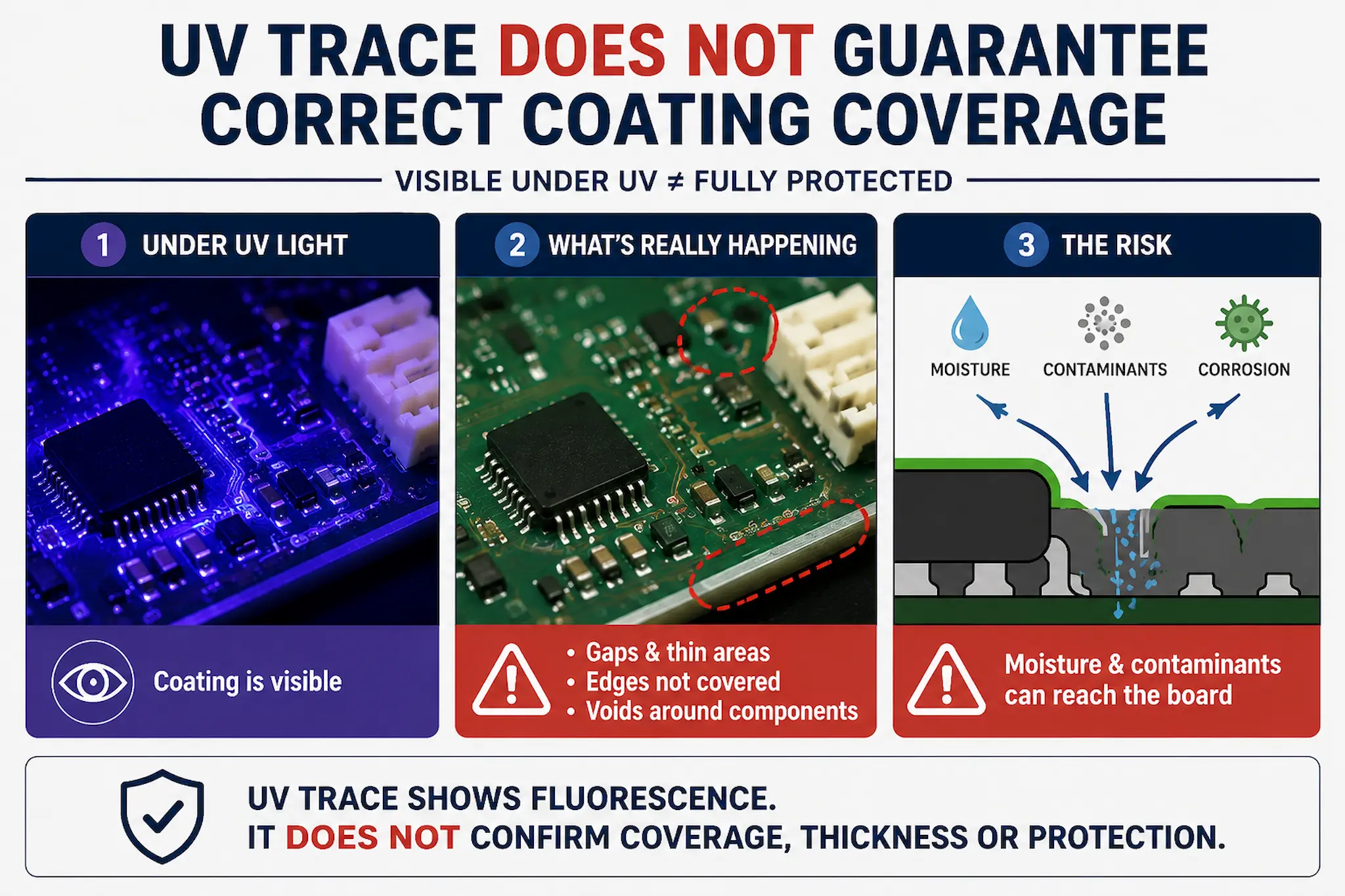
Technical infographic showing why UV fluorescence alone does not confirm correct conformal coating coverage, thickness or protection.
The Production Risk
Operators may treat a visible UV response as proof that the coating process is acceptable. This can create false confidence, especially on complex assemblies with connectors, tall components, shadowed areas, sharp edges or areas affected by flow and drainage.
UV inspection confirms fluorescence. It does not, by itself, confirm coating thickness, adhesion, cure, coverage quality or long-term reliability.
The issue is not that UV inspection is wrong. The issue is relying on it as the only control point.
What Engineers Should Look For
During inspection, engineers and operators should look beyond whether the coating simply fluoresces.
- Areas that glow but appear thin, patchy or uneven.
- Edges, leads and component corners where coating may have pulled back.
- Connector bodies, mating interfaces or masked zones showing unwanted fluorescence.
- Shadowed areas where spray or dip coverage may be restricted.
- Pooling, runs or heavy coating that may cure differently from the rest of the assembly.
- Areas where coating appears present but may not meet the required thickness range.
Common Hidden Causes
False confidence from UV inspection is usually linked to process control rather than the UV trace itself.
- Application variation: spray angle, distance, traverse speed or dip withdrawal can change actual coating build.
- Geometry effects: components, leads and connectors can block or redirect coating flow.
- Thickness variation: fluorescent visibility does not show whether the coating is inside specification.
- Masking leakage: UV trace can reveal coating in protected areas, but it may not show the full extent of capillary spread.
- Surface condition: contamination, poor wetting or residues may still allow partial fluorescence.
Practical Control Points
UV inspection should be treated as one part of a wider inspection and process-control system.
- Use UV inspection to detect obvious missing coating, masking leakage and gross application defects.
- Use thickness verification where coating build is critical.
- Remember that achieving the specified coating thickness does not automatically guarantee adequate protection. Coverage gaps, shadowed areas, edge pull-back and geometry-related misses can still exist even when thickness measurements pass inspection. See Coating Thickness Passes but Coverage Still Fails.
- Use process controls for spray, dip, cure, viscosity, masking and handling.
- Train operators to recognise thin edges, pooling, shadowing and de-wetting rather than only looking for fluorescence.
- Escalate recurring inspection uncertainty rather than accepting a board because it “glows”.
When This Becomes an Engineering Issue
If UV inspection results are inconsistent, if defects are escaping inspection, or if boards pass visually but fail in service, the coating process needs deeper review.
SCH can support coating inspection methods, operator training, coating thickness control, masking review, defect investigation and production process improvement.
Related Technical Resources
These supporting pages provide deeper guidance on conformal coating inspection and process control.
Why Choose SCH Services?
SCH Services combines practical coating production experience with technical consultancy, training, process engineering and specialist coating support.
Our work covers conformal coating, Parylene coating, masking, coating removal, inspection, process troubleshooting and advanced functional coating applications.
This allows us to support customers not only with coating knowledge, but with the practical controls needed to make coating processes repeatable, inspectable and production-ready.
Technical Guidance Disclaimer
This bulletin provides general technical guidance only. UV inspection, coating acceptance criteria, thickness limits, masking requirements and production controls should always be validated against the specific assembly, coating material, customer specification, inspection standard and reliability requirement.
SCH Services can provide further engineering support where application-specific assessment, testing, validation or process development is required.
