
Many dissipative coating projects focus on resistivity targets long before substrate compatibility and adhesion have been properly understood.
When engineers evaluate ESD coatings, the discussion often starts with electrical performance.
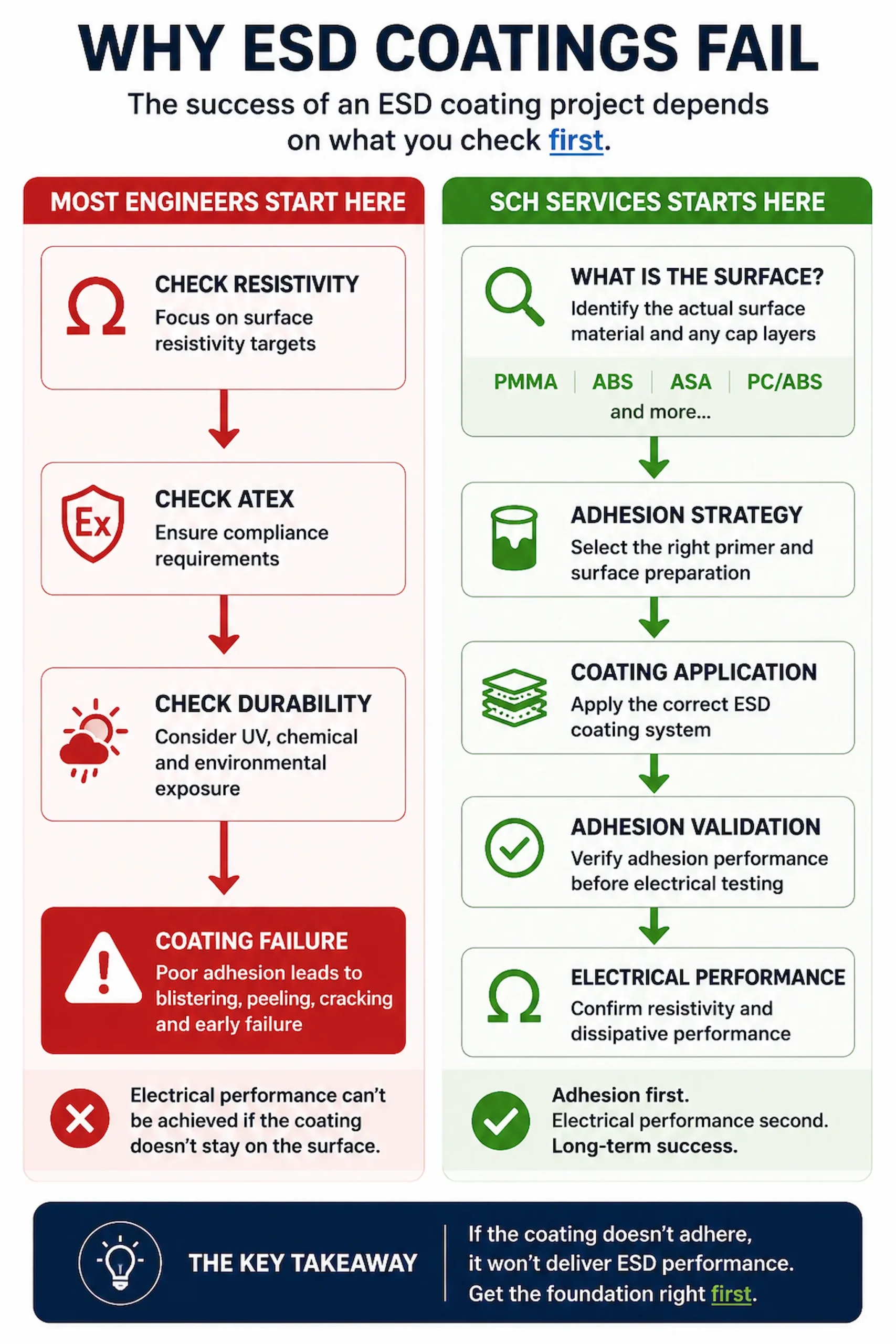
Questions typically focus on surface resistivity, dissipative performance, ATEX requirements, conductivity ranges and long-term electrical stability.
These are all important considerations. However, many ESD coating projects fail before any meaningful electrical testing takes place.
The reason is simple. The coating never properly adheres to the substrate.
In practice, poor adhesion is often a greater risk than poor electrical performance. A coating that does not remain attached to the surface cannot deliver stable dissipative performance, regardless of how impressive the resistivity data may appear on a datasheet.
Many ESD coating failures occur because the substrate and adhesion strategy were not properly validated before electrical performance testing began.
The Assumption That Creates Problems
Many projects begin with a requirement such as:
- Meet a dissipative resistance range.
- Support ATEX compliance objectives.
- Maintain performance outdoors.
- Provide long-term static control.
The immediate reaction is often to compare coatings and electrical specifications.
However, a more important question is frequently overlooked:
What exactly is the coating being applied to?
Without understanding the true surface material, selecting an ESD coating becomes largely guesswork.
Reality Check: A coating that achieves the correct surface resistivity but fails adhesion testing has already failed the application.
The Surface Matters More Than The Core Material
A common engineering description is simply:
- It is ABS.
- It is plastic.
- It is an outdoor enclosure.
From a coating perspective, these descriptions are often insufficient.
The coating only interacts with the surface it physically touches. It does not interact with the bulk material hidden beneath.
Two components may both be described as ABS, yet one may have an acrylic cap layer, another may use ASA, while another may include mould release residues or additional surface treatments.
Each surface can require a different adhesion strategy, primer selection or preparation process.
This is why experienced coating engineers often spend more time understanding the substrate than selecting the coating itself.
A Real Engineering Example
A recent dissipative coating project involved an outdoor electronics enclosure requiring long-term environmental durability and static control performance.
The component was initially described as UV-capped ABS.
At first glance this appeared straightforward. However, further investigation showed that the coating surface was actually a PMMA (acrylic) cap layer applied over the ABS substrate.
This discovery immediately changed the technical discussion.
The project focus moved away from resistivity targets and towards coating compatibility, primer selection and adhesion performance.
Only after the surface material had been properly identified could a coating system be selected and evaluated with confidence.
The resulting adhesion performance was excellent, but that result was only achieved because the substrate was correctly identified before coating selection began.
Had the PMMA cap layer been overlooked, the project could easily have followed a very different path.
The Correct Engineering Workflow
Many coating projects follow the wrong sequence:
- Select coating.
- Apply coating.
- Test coating.
- Investigate failures.
A more reliable engineering workflow is:
- Identify the surface material.
- Understand the operating environment.
- Select the appropriate primer strategy.
- Validate adhesion.
- Confirm electrical performance.
- Assess long-term durability.
While this approach may appear slower initially, it usually reduces development time, testing costs and project risk.
What Should Be Confirmed Before Any ESD Coating Trial?
Before evaluating any dissipative coating system, engineers should ideally understand:
- Surface material and chemistry.
- Presence of cap layers or coatings.
- Surface treatments or mould release agents.
- Environmental exposure conditions.
- UV exposure requirements.
- Temperature range.
- Abrasion requirements.
- Target electrical performance.
These factors frequently determine coating success long before formal electrical testing begins.
Need Help Qualifying an ESD Coating?
Whether you are developing a new product or qualifying an existing component, identifying the substrate is often the first step towards a successful static control solution.
SCH Services supports customers with coating selection, adhesion assessment, coating trials and engineering validation for dissipative and anti-static applications.
Why Choose SCH Services?
SCH Services supports manufacturers, engineers and product developers with coating selection, application development, process optimisation and production implementation.
- Independent technical guidance based on application requirements.
- Coating trials, validation and engineering support.
- Experience across electronics, industrial equipment, aerospace and specialist applications.
- Access to conformal coatings, parylene coatings, nano coatings and static control technologies.
Disclaimer: This article provides general technical guidance only. Coating performance depends on substrate, surface condition, operating environment, application method and validation requirements. Final material selection and qualification should always be verified through appropriate testing and engineering assessment.
