
High-Temperature Protective Coatings for Electronics
How to select coating systems for elevated temperature, thermal cycling and heat-related reliability risks
High-temperature coating selection is not just about the maximum temperature shown on a datasheet.
Electronics exposed to heat, thermal cycling, plasma, hot process gases or localised temperature spikes need coatings selected against real operating conditions, not headline thermal ratings.
This article explains how to assess high-temperature protective coatings, where common coating systems fail, and how to select a realistic protection route for electronics and small components.
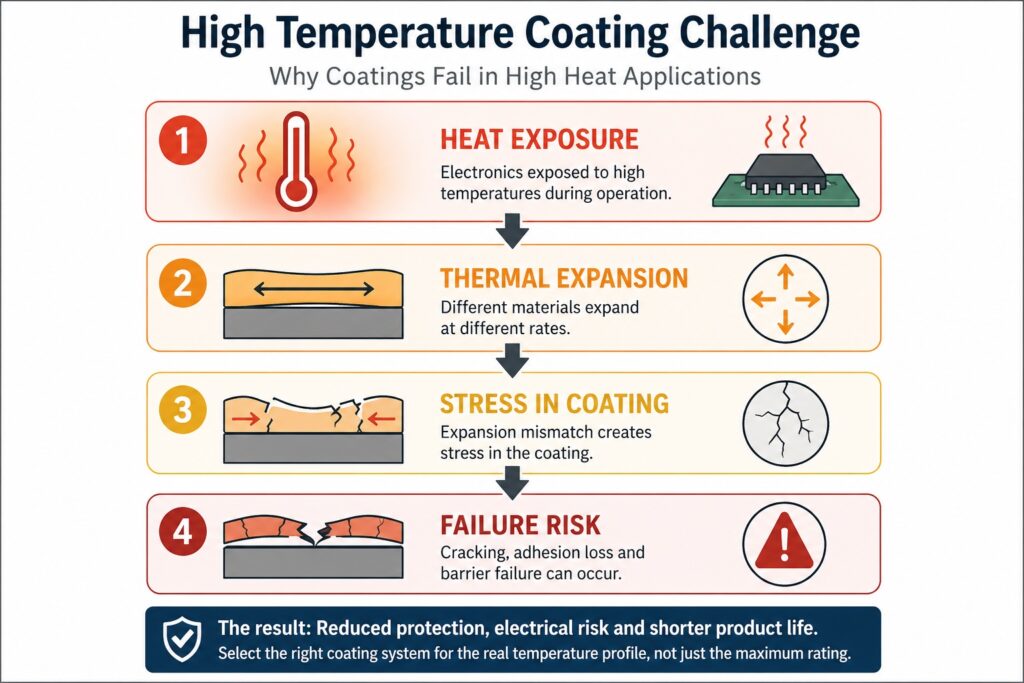
Heat exposure leads to thermal expansion and stress, which drives coating failure in high temperature applications
Why High-Temperature Coating Selection Is Difficult
Temperature affects coatings in several ways at the same time.
- Polymer chains can soften, oxidise or break down.
- Adhesion can reduce as the coating and substrate expand differently.
- Thermal cycling can create stress, cracking or edge lift.
- Barrier performance can fall before visible coating failure occurs.
- Electrical insulation can degrade under combined heat and voltage.
This means a coating may appear visually acceptable but still lose dielectric, barrier or adhesion performance under real service conditions.
The key question is not “what temperature can the coating survive?” It is “what function must the coating still perform at temperature?”
Start With the Real Temperature Profile
High-temperature coating decisions should begin with the exposure profile, not the coating family.
- Maximum continuous operating temperature
- Short-term temperature spikes
- Number and severity of thermal cycles
- Ramp rate and cooling rate
- Local hot spots near components or conductors
- Exposure to air, vacuum, plasma, moisture or chemicals
A short exposure to elevated temperature is very different from continuous operation at the same temperature for hundreds or thousands of hours.
Common High-Temperature Coating Failure Modes
High-temperature coating failure is often progressive rather than immediate.
- Embrittlement: the coating becomes harder and less tolerant of movement.
- Cracking: stress from thermal cycling creates fractures in the coating film.
- Delamination: adhesion reduces between the coating and substrate.
- Oxidation: the coating surface or bulk material degrades in air.
- Loss of dielectric strength: electrical insulation performance falls at temperature.
- Discolouration or carbonisation: visual signs may indicate deeper thermal damage.
These risks become more severe when heat is combined with voltage, plasma exposure, flexing or chemical attack.
How Different Coating Routes Behave at Temperature
Different coating systems have different strengths and limitations under thermal exposure.
| Coating Route | Potential Strength | Typical Risk |
|---|---|---|
| Acrylic conformal coating | Easy processing and repairability. | Limited high-temperature stability. |
| Urethane conformal coating | Good chemical and moisture resistance. | Can become difficult to rework and may degrade under extended heat. |
| Silicone coating | Better flexibility and thermal tolerance than many liquid coatings. | Lower mechanical strength and potential contamination concerns. |
| Parylene C | Uniform barrier coating and good dielectric performance. | Temperature and oxidation limits must be validated for the application. |
| Fluorinated Parylene grades | Improved thermal and chemical performance in some applications. | Higher cost, specialist supply and application-specific validation required. |
| Nano or ultra-thin coatings | Very low thickness and minimal dimensional impact. | Limited barrier thickness and high dependence on surface condition. |
When Parylene May Be Considered
Parylene can be useful where uniform coating coverage, dielectric performance and access to complex geometry are important.
For high-temperature applications, the grade, thickness, exposure duration and atmosphere must be considered carefully.
- Parylene C is often considered where dielectric strength and conformality are important.
- Fluorinated Parylene grades may be considered where higher thermal or chemical resistance is required.
- Parylene thickness must be selected against voltage, geometry and mechanical stress.
- Masking and fixture design become critical when coating must be excluded from functional interfaces.
For specification guidance, see How to Specify Parylene Coating.
When Silicone or Specialist Liquid Coatings May Fit Better
Silicone and specialist liquid coatings may be more suitable where flexibility and thermal cycling are more important than ultra-thin, uniform barrier coverage.
They can be useful where the coated part expands, moves or flexes during operation.
- Thermal cycling with mechanical movement
- Applications where a thicker, more flexible layer is acceptable
- Assemblies where rework strategy is understood
- Components where vapour deposition is not practical or economic
The trade-off is that liquid coating thickness, edge coverage, masking and application control must be managed carefully. For broader coating process considerations, see Conformal Coating Processes Hub.
High Temperature Plus Electrical Stress
Heat can reduce electrical insulation margin, especially where voltage stress is present.
The coating must be assessed against both thermal exposure and electrical function.
- Working voltage and transient voltage
- Required dielectric withstand performance
- Conductor spacing and edge geometry
- Coating thickness and uniformity
- Risk of carbonisation or tracking after thermal damage
Where voltage, heat and plasma exposure are combined, coating selection should be treated as an engineering validation project rather than a simple material substitution.
A coating that survives heat visually may still fail electrically.
Testing and Validation Requirements
High-temperature coating selection should be validated using conditions that reflect the real application.
- Thermal ageing at expected operating temperature
- Thermal cycling between realistic temperature limits
- Electrical testing before and after exposure
- Adhesion testing after thermal stress
- Visual inspection for cracking, discolouration or edge lift
- Functional testing on representative components or coupons
Testing should include representative substrates, surface preparation, coating thickness, curing conditions and any post-coating handling or assembly steps. Surface preparation is especially important where adhesion must survive thermal cycling; see Conformal Coating Surface Preparation and Cleanliness.
Practical Selection Framework
Use this framework before selecting a high-temperature coating route.
- Define the function: insulation, moisture barrier, chemical resistance, plasma resistance or surface protection.
- Define the exposure: continuous temperature, peak temperature, cycling and atmosphere.
- Define the substrate: metal, PCB, wire, ceramic, polymer or mixed assembly.
- Define the geometry: edges, gaps, recesses, connectors and access limitations.
- Define the inspection method: visual inspection, UV trace, thickness measurement or electrical test.
- Define the validation route: coupons, prototypes, environmental testing and production controls.
This avoids selecting a coating that appears suitable on paper but fails when exposed to real operating conditions.
Common Specification Mistakes
High-temperature coating projects often fail because the specification is too simple.
- Specifying only a maximum temperature without exposure time.
- Ignoring thermal cycling and expansion mismatch.
- Assuming dielectric strength at room temperature applies at elevated temperature.
- Using a coating outside its realistic process window.
- Ignoring surface preparation and adhesion control.
- Failing to define whether visual survival or functional survival is required.
The coating specification should describe the required function after exposure, not just the exposure itself.
Where Advanced Functional Coatings Fit
High-temperature protection may require a specialist coating route rather than a standard conformal coating selection.
Advanced functional coatings should be considered where the application combines heat with other requirements such as low thickness, chemical resistance, hydrophobic behaviour or PFAS-free material direction.
Related Technical Articles
Use these articles for supporting technical context.
FAQ: High-Temperature Protective Coatings
Can conformal coatings survive high temperature?
Some conformal coatings can tolerate elevated temperature, but performance depends on chemistry, exposure time, atmosphere, thermal cycling and required function after exposure.
Is Parylene suitable for high-temperature applications?
Parylene may be suitable in some elevated temperature applications, especially where uniform coverage and dielectric performance are required. The grade, thickness and exposure conditions must be validated.
Is the highest temperature rating enough to select a coating?
No. The coating must be assessed against exposure duration, thermal cycling, voltage, substrate, atmosphere and required performance after exposure.
Can ultra-thin coatings provide high-temperature protection?
Ultra-thin coatings can provide surface-level functionality in some applications, but they should not be assumed to provide the same barrier protection as thicker conformal coating or Parylene systems.
Why Choose SCH Services?
SCH Services supports coating selection, process development and production application across conformal coating, Parylene and advanced functional coating technologies.
- Specialist coating selection support
- Process development and trial coating
- Conformal coating and Parylene production services
- Advanced coating evaluation and validation support
- Training, consultancy and technical troubleshooting
Conformal Coating Services
Parylene Coating Services
Consultancy
Contact SCH Services
This article provides general technical guidance only. Coating selection, thermal performance and electrical reliability must be validated through application-specific testing, qualification and review against relevant standards, operating conditions and customer requirements.
