
Introduction
Electrostatic speaker diaphragms present a highly unusual coating challenge. The surface must be static dissipative enough to distribute charge in a controlled manner, yet the coating must add as little mass as possible to an extremely light polymer film. In practice, many coatings can meet the electrical requirement, but far fewer can do so without degrading diaphragm performance.
This technical insight outlines the key engineering trade-offs when evaluating ultra-thin static dissipative coatings for thin polymer diaphragms such as Mylar (PET), focusing on coating mass, surface resistance, film uniformity and substrate compatibility. It is written as a process-focused overview rather than an application-specific product claim.
Ultra-thin functional coatings are also widely used in electronics protection. For background on another ultra-thin polymer coating technology and its engineering considerations, see our Parylene Basics Hub.
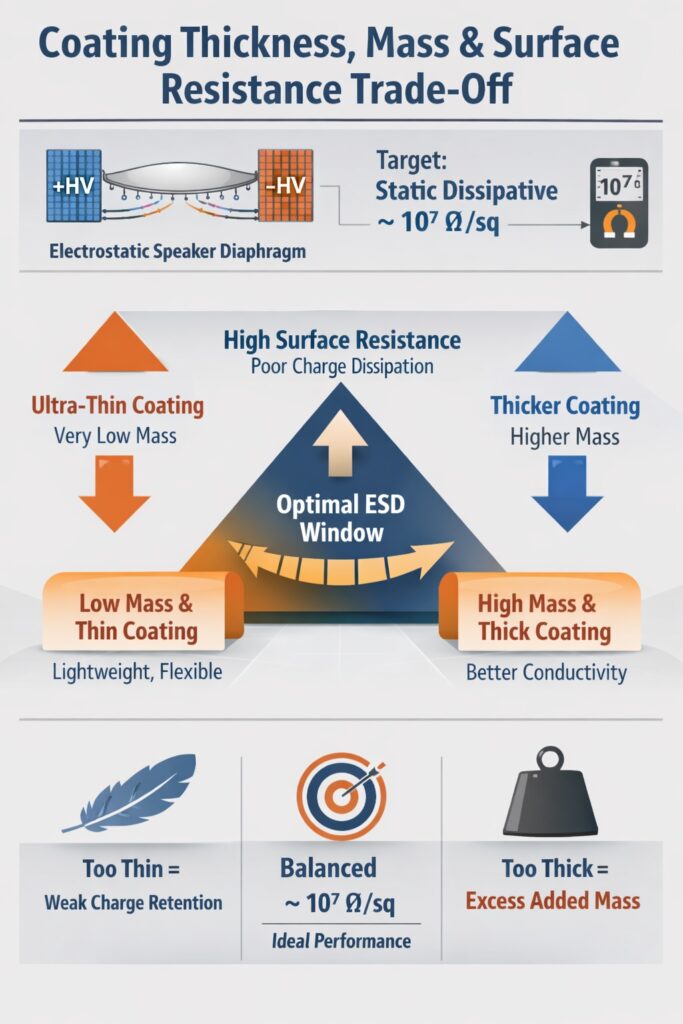
Engineering trade-off between coating thickness, mass and surface resistance when designing ultra-thin static dissipative coatings for electrostatic speaker diaphragms.
1) The Core Engineering Challenge
For electrostatic speaker use, the coating is not judged only by whether it is electrically active. It must also preserve the mechanical behaviour of the diaphragm. The practical challenge is therefore a balance between:
- Achieving the required surface resistance
- Keeping coating thickness and mass as low as possible
- Maintaining flexibility during diaphragm movement
- Ensuring uniform coverage without local overbuild
This means the best coating is not necessarily the lowest-resistance material overall. It is the coating that reaches the required electrical window with the least added weight.
2) Surface Resistance vs Coating Mass
A common issue with static dissipative coatings is that the target surface resistance may only be reached after multiple coats. Electrically this can be acceptable, but mechanically it may become unsuitable because each additional layer increases mass on the diaphragm.
For thin polymer films, even a small increase in coating mass can influence:
- Sensitivity and output
- Resonance behaviour
- High-frequency response
- Long-term consistency of diaphragm movement
In this type of application, coating build must therefore be treated as a critical engineering variable rather than just a process setting.
3) Why the Electrical Window Matters
In many electrostatic diaphragm applications, the goal is not a truly conductive surface. Instead, the surface usually needs to be within a controlled static dissipative range so charge can distribute across the diaphragm without discharging too rapidly. A target around 107 ohms per square is therefore better described as static dissipative rather than conductive.
This distinction matters because a coating that is too conductive may behave very differently from one that sits in the intended static dissipative window. The requirement is therefore controlled electrical behaviour, not simply maximum conductivity.
4) Substrate Considerations: Mylar and Similar Films
Polymer diaphragms such as Mylar (PET) are lightweight and dimensionally stable, but they are also sensitive to surface chemistry and handling. Any candidate coating system should be assessed for:
- Adhesion to untreated or treated PET film
- Risk of cracking or flaking during flexing
- Solvent compatibility with very thin films
- Potential for distortion, wrinkling or tension changes during application and drying
Because the base film is so light, process stress from solvent loading, drying conditions or poor wetting can become just as important as the surface resistance target itself.
5) Why Film Uniformity Matters
Uniform static dissipative performance across the diaphragm is essential. If the coating is uneven, the surface may charge inconsistently, leading to local performance variation. For this reason, the coating process must be capable of forming a controlled and repeatable film rather than simply depositing electrically active material.
Key process concerns include:
- Localised heavy spots caused by over-application
- Edge build-up or drying marks
- Streaking from wipe or brush application
- Inconsistent surface resistance caused by poor dispersion
In demanding applications, a very thin and well-controlled coating may outperform a heavier coating with lower nominal resistance simply because it is more uniform and mechanically stable.
6) Application Method Selection
The choice of application method can strongly affect final performance. Depending on the coating chemistry and the size of the diaphragm, possible routes may include:
- Fine spray application for low-build controlled deposition
- Wipe application where extremely low add-on is required
- Dip processes where geometry and handling allow
- Specialist deposition approaches for ultra-thin functional layers
The correct process depends not only on the coating but also on how tightly film thickness, mass and uniformity must be controlled. In many cases, the coating chemistry and the application method have to be developed together.
7) Practical Evaluation Strategy
For applications like electrostatic diaphragms, the most reliable approach is usually a structured sample trial. Rather than judging a material on a datasheet alone, engineering evaluation should consider:
- Achievable film thickness in real application conditions
- Surface resistance at that thickness
- Added mass per coated area
- Adhesion and flexibility after curing or drying
- Visual uniformity across the active diaphragm area
This allows the selection process to remain focused on functional performance rather than nominal electrical behaviour alone.
For broader inspection and measurement considerations see our Inspection & Quality Hub.
Where extremely thin coatings are used, careful handling and controlled removal may occasionally be required during evaluation or development trials. For broader considerations around coating removal and rework processes, see our Removal & Rework Hub.
8) The Key Insight
The real problem in electrostatic speaker diaphragm coating is rarely conductivity by itself. The true challenge is achieving the required static dissipative surface resistance at the lowest possible coating mass. That is why a coating that appears electrically suitable on paper may still fail in practice if it only reaches the target after too much film build.
Any successful solution must therefore combine controlled static dissipative performance, ultra-low add-on, substrate compatibility and a highly repeatable application process.
Practical Next Step
Discuss your application
If you are assessing ultra-thin static dissipative coatings for thin polymer films or electrostatic components, SCH can support early-stage evaluation around film build, surface resistance and process feasibility.
Related Resources
FAQs
Why do static dissipative coatings affect electrostatic speaker performance?
Because the diaphragm is extremely light, added coating mass can change its mechanical behaviour. A coating may be electrically suitable but still reduce performance if too much film build is required.
Is 107 ohms per square a conductive coating?
Not normally. A surface resistance around 107 ohms per square is generally described as static dissipative rather than conductive. In electrostatic diaphragm applications, this controlled dissipative range is often the intended target.
Can a very thin coating still provide useful static dissipative performance?
Potentially yes, but it depends on the coating chemistry, dispersion quality and application method. The key question is whether the target surface resistance can be reached at minimal film thickness.
