
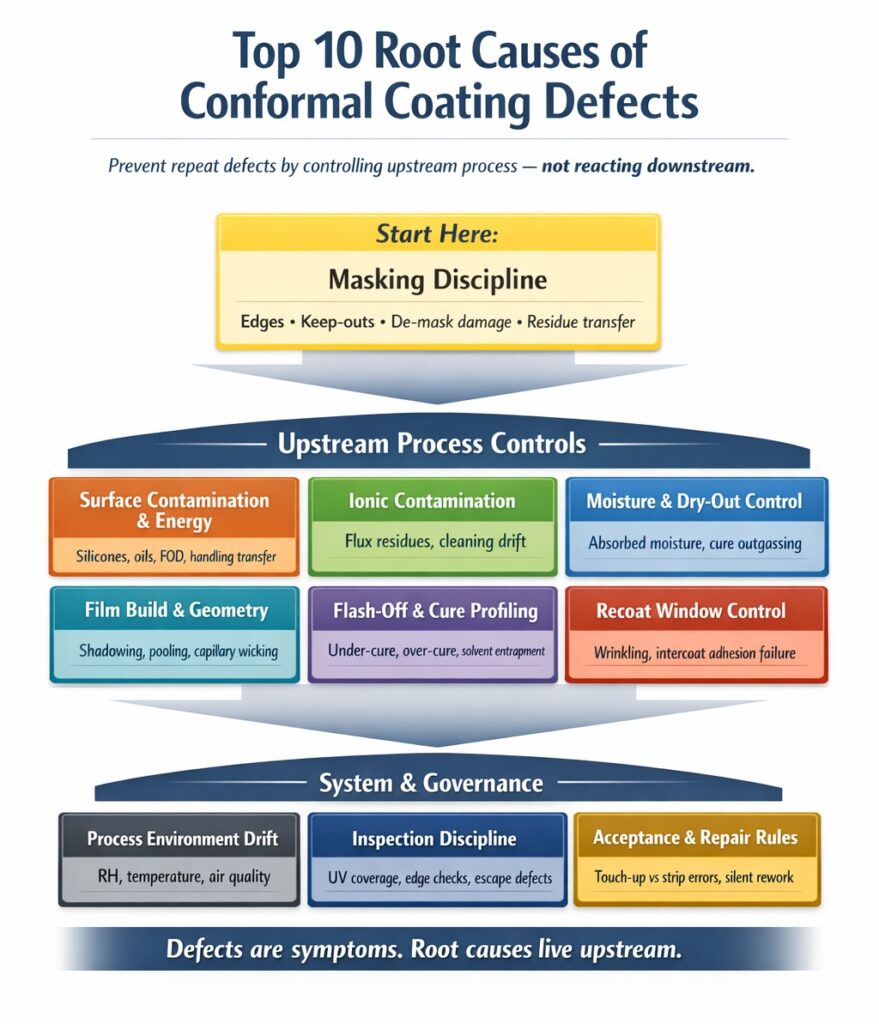
Top 10 Root Causes of Conformal Coating Defects
The top 10 root causes of conformal coating defects explain why most coating failures are not random events, but repeat issues driven by a small number of upstream process breakdowns. This page identifies the top 10 root causes of conformal coating defects seen in production and outlines the practical controls that prevent rework loops (touch-up → escape → strip & recoat → repeat).
If you need symptom-based routing first, use the Defect Identification Guide and the Troubleshooting Decision Tree.
For defect disposition, see Defect Acceptance & Repair Rules.
For a high-reliability workmanship perspective on why cleanliness, documentation, inspection discipline and process control matter so much in critical environments, see What NASA Gets Right About Conformal Coating.
Article Quicklinks
| Root Cause | More |
|---|---|
| 1) Masking discipline failures (edges, keep-outs, de-mask) | 🔗 |
| 2) Contamination & surface energy drift (silicone/oils/FOD) | 🔗 |
| 3) Ionic contamination (cleaning/rinse drift; flux residues) | 🔗 |
| 4) Moisture & dry-out gaps (trapped moisture, outgassing) | 🔗 |
| 5) Viscosity/thinner control drift (atomisation, levelling) | 🔗 |
| 6) Film build & geometry effects (shadowing, pooling, wicking) | 🔗 |
| 7) Flash-off & cure profiling errors (under/over-cure, blushing) | 🔗 |
| 8) Recoat window & intercoat control (wrinkling, intercoat failure) | 🔗 |
| 9) Process environment instability (RH/temp/air quality) | 🔗 |
| 10) Inspection escapes & unclear accept rules (UV discipline) | 🔗 |
1) Masking Discipline Failures
If defects cluster at boundaries, connectors, test pads and keep-outs, treat masking as the root cause until proven otherwise.
- Typical outcomes: ingress into keep-outs, rough edges, edge lift, residue transfer, incomplete touch-up.
- Controls: standardise mask type (barrier vs shield), fit checks, removal timing/technique, mandatory post-de-mask inspection.
- Route: Masking root cause and mask-edge lift & demask damage.
2) Contamination & Surface Energy Drift
Silicones, oils, release agents, glove transfer and airborne contaminants are the fastest route to de-wetting, fish-eyes and pull-back.
- Typical outcomes: islands/craters, beading, fish-eyes, adhesion loss on plastics.
- Controls: contamination mapping (touch points, air line quality), change gloves/fixtures, separate silicone sources, validate cleaning for non-ionic residues.
- Route: de-wetting and fish-eyes & craters.
3) Ionic Contamination (Clean/Rinse Drift)
Ions + moisture + bias create leakage, SIR failures and electrochemical mechanisms. Coating cannot “fix” contamination.
- Typical outcomes: SIR reduction, intermittent faults, dendrites, corrosion.
- Controls: validated wash/rinse/dry, ROSE for drift monitoring, IC for species/source tracing, disciplined re-clean after rework.
- Route: corrosion & ionic contamination.
4) Moisture & Dry-Out Gaps
Moisture trapped in laminates, under low-standoff parts or absorbed into materials can outgas during cure or drive electrochemical failure under bias.
- Typical outcomes: bubbles after cure (outgassing), blushing, SIR drift in humid exposure.
- Controls: dry-out profiles where required, controlled storage/queue times (clean → coat), avoid sealing volatiles under skinned films.
- Route: bubbles after cure and SIR failures & leakage.
5) Viscosity / Thinner Control Drift
Small viscosity changes drive big changes in atomisation, levelling, edge build, orange peel and flow defects.
- Typical outcomes: orange peel, runs/sags, dry spray, poor levelling, inconsistent film build.
- Controls: viscosity checks (defined method & temperature), thinner additions logged, pot-life discipline, filtration where specified.
- Route: orange peel and runs/sags.
6) Film Build & Geometry Effects
Geometry drives shadowing, pooling, bridging and capillary routes. Many “mystery” defects are simply geometry + wet-film behaviour.
- Typical outcomes: insufficient coverage, pooling, bridging/webbing, wicking lines and meniscus effects.
- Controls: pathing/angle control, multiple light coats, orient/flash discipline, fixtures/dams for known capillary routes.
- Route: insufficient coverage, pooling, wicking.
7) Flash-Off & Cure Profiling Errors
Under-cure, solvent entrapment and humidity interactions create tackiness, bubbles, haze/blushing and long-term drift.
- Typical outcomes: tacky film, bubbles/voids, haze/whitening, brittleness if over-cured.
- Controls: validate cure to real part temperature/UV dose, manage film build, enforce flash-off rules and RH limits.
- Route: under-cure, haze/blushing.
8) Recoat Window & Intercoat Control
Recoating or local touch-up outside the correct window drives wrinkling, intercoat adhesion failure and layer-to-layer delamination.
- Typical outcomes: wrinkling/distortion, peel-back between coats, edge lift at touch-up boundaries.
- Controls: recoat windows defined and enforced, surface prep/activation validated, compatibility confirmed for mixed coats.
- Route: intercoat adhesion failure and wrinkling.
9) Process Environment Instability
RH, temperature, airflow and compressed air quality directly change drying, atomisation, levelling and contamination risk.
- Typical outcomes: blushing, texture drift, inconsistent edge build, dust/FOD inclusions.
- Controls: defined RH/temp windows, booth housekeeping, air line filtration/dryers, tack-off and handling rules.
- Route: dust/FOD and haze/blushing.
10) Inspection Escapes & Unclear Accept/Repair Rules
If you don’t detect defects consistently, you can’t control them. Ambiguous accept/rework rules create operator variation and escapes.
- Typical outcomes: missed coverage, unverified touch-up, repeat defects, latent reliability escapes.
- Controls: UV discipline, white-light checks where needed, coupons/thickness verification, clear accept vs repair rules.
- Route: Defect Acceptance & Repair Rules and the Inspection & Quality Hub.
Looking for Defect Mechanisms (Not Root Causes)?
This page covers the top 10 root causes. For the full defect index and dedicated mechanism pages:
Training on Preventing Conformal Coating Defects
SCH delivers practical, standards-driven training covering root cause control (masking discipline, cleanliness, moisture management, cure profiling, inspection) and the defects framework used to prevent repeat failures.
Industry Standards We Work To
SCH Services aligns coating services, training, equipment supply and materials to relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards: electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Design Hub
Parylene Application Hub
Parylene Dimers Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
