
Poor Adhesion on Plastics & Connector Bodies in Conformal Coating
Poor adhesion on plastics and connector bodies is a conformal coating defect where the film lifts, peels, flakes, or can be wiped off from low-surface-energy or contamination-prone materials (common around connectors, housings, labels, and moulded parts). This page explains how to confirm the mechanism quickly and how to prevent recurrence.
For a complete index of defect types and links to each technical article, use the Conformal Coating Defects Hub.
Poor adhesion on plastics and connector bodies caused by low surface energy, contamination, and material incompatibility in conformal coating processes.
Quick Links
| Section | Jump |
|---|---|
| What it looks like (typical symptoms) | 🔗 |
| Root causes (most common mechanisms) | 🔗 |
| Fast checks (diagnose in minutes) | 🔗 |
| Prevention (process controls that work) | 🔗 |
| Rework & repair rules (what to do when found) | 🔗 |
| FAQ | 🔗 |
Sanity check (look-alikes):
- If you’re seeing coating pull-back circles, check Fish-Eyes & Craters.
- If the coating lifts as a sheet from the PCB surface, route to Delamination.
- If plastics/labels/inks are visibly softened or crazed, use Solvent Attack / Substrate Damage.
- If the defect tracks a masking boundary, revisit Masking as Root Cause.
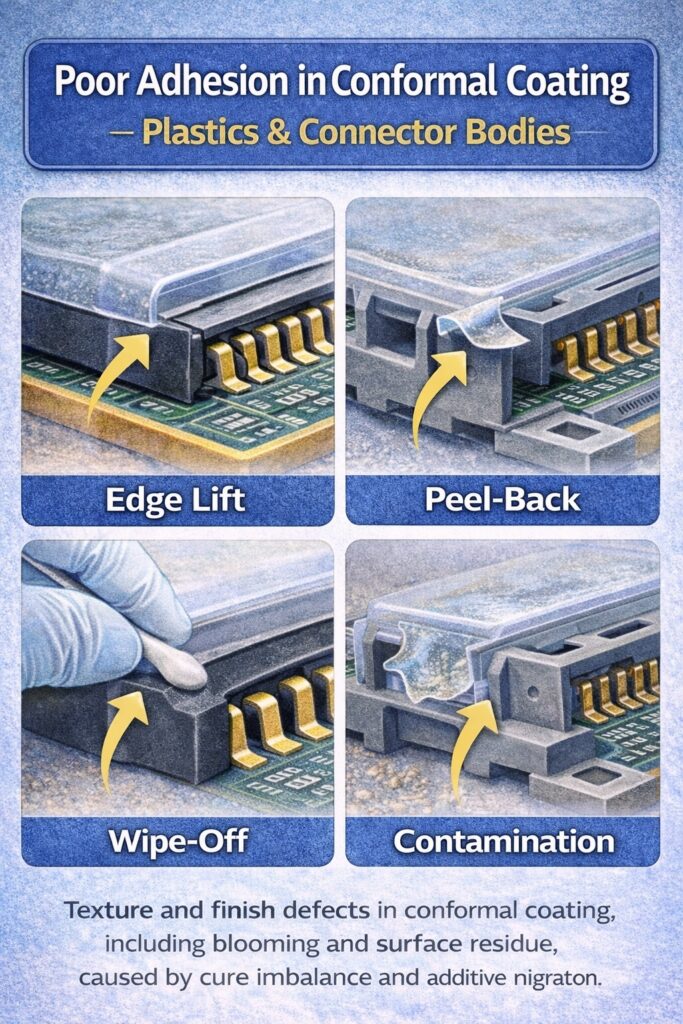
What Poor Adhesion Looks Like
- Edge lift around connector housings, moulded plastic bodies, potting dams, labels, or cable entries.
- Peel-back / flaking after cure, handling, or during de-masking and final inspection.
- Wipe-off where the coating can be rubbed away with light finger pressure or a clean swab.
- Local “islands” of adhesion with bare zones on the same plastic part (often contamination or mould-release related).
Adhesion issues on plastics are especially critical because they create moisture pathways and edge leakage at exactly the interfaces most likely to see handling, connector mating cycles, and environmental exposure.
Root Causes (Most Common Mechanisms)
1) Low surface energy plastics (bonding is inherently difficult)
Many connector bodies and housings are made from low-surface-energy polymers or glass-filled variants that are hard to wet and hard to bond to, especially if the coating chemistry is not matched to the substrate.
2) Mould release, silicone transfer, oils, and handling contamination
A very thin contamination film is enough to cause peel/lift on plastics. Typical sources include mould-release agents, silicone from gloves/greases, compressed air contamination, fingerprints, and residue transferred from masking materials.
3) Material incompatibility or solvent interaction
Solvent exposure can soften plastics and create a weak boundary layer that fails later. If you see swelling, hazing, crazing, or ink/label movement, check Solvent Attack.
4) Incorrect cure state (film looks OK but adhesion is weak)
Under-cure can leave the film soft and prone to contamination pickup (see Tacky / Soft-Cured (Under-Cure)). Over-cure can leave the film brittle and more likely to crack or debond under strain (see Brittleness / Over-Cure).
Fast Checks (Diagnose in Minutes)
- Location pattern: Is it only on plastics/connector bodies, or also on solder mask and components? Plastics-only points to substrate/contamination/compatibility.
- Wipe test: Light swab with clean solvent-compatible wipe (per your internal rules). Easy wipe-off suggests weak boundary layer or contamination.
- Tape pull on witness/coupon: Run a controlled tape test on a representative sample/coupon (not on customer-critical hardware unless authorised).
- Surface energy clue: If the coating beads up or avoids the plastic during application, suspect low surface energy or silicone transfer (often overlaps with De-wetting symptoms).
- Check cleaning & handling points: “Last touch” before coating (gloves, fixtures, compressed air, masking) is frequently the cause.
If this presents as a sheet lift across wider areas (not just plastics), route to Delamination and treat it as a process-wide interface failure.
Prevention (What Actually Works in Production)
Process controls to lock in
- Approved materials list: Identify connector/plastic types known to be hard-to-bond and define the validated approach for each.
- Cleaning & handling discipline: Control glove type, fixtures, “no-silicone” rules, and compressed air quality (oil/water filters, maintenance, audits).
- Surface preparation for plastics: Where required, qualify surface activation or primer systems (and then control them like a process step, not an operator preference).
- Coating selection: Ensure the coating chemistry is suitable for plastics and connector bodies in your product mix (compatibility testing beats assumptions).
- Cure window control: Validate time/temperature/UV energy and keep them stable—adhesion failures often track drift, not one-off mistakes.
Tie prevention back to upstream control: Processes Hub (process windows) and Inspection & Quality Hub (how to detect weak adhesion before shipment).
Rework & Repair Rules (When You Find It)
- Do not “touch-up over lift”: coating over a weak boundary layer usually fails again.
- Remove back to a sound edge: strip locally until the remaining film is firmly adhered and the boundary is stable.
- Re-establish surface condition: clean/activate/prime (only if qualified) before recoat.
- Escalate when widespread: if multiple connectors or many plastic bodies show lift, treat it as a process or materials compatibility event (not a single-board defect).
For structured removal and rework methods, use the Removal & Rework Hub.
Training on Adhesion, Plastics & Connector Risk
SCH delivers conformal coating training that focuses on real production failure modes—adhesion on plastics, connector keep-outs, contamination transfer, cure windows, and rework rules—aligned to IPC expectations and customer requirements.
Industry Standards We Work To
SCH Services aligns coating services, training, equipment supply and materials to relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards: electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Design Hub
Parylene Application Hub
Parylene Dimers Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
