
Runs, Sags & Curtains in Conformal Coating
Runs, sags and curtains are flow/levelling defects where a wet conformal coating film moves under gravity before it locks, leaving streaks, ridges, heavy build at low points, and thin zones upstream. This page explains the mechanisms, how to diagnose the dominant cause on the line, and how to prevent recurrence without sacrificing coverage.
For a complete index of defect types and links to each technical article, use the Conformal Coating Defects Hub.
For wider stability and control windows (methods, repeatability and process discipline), see the Conformal Coating Processes Hub.
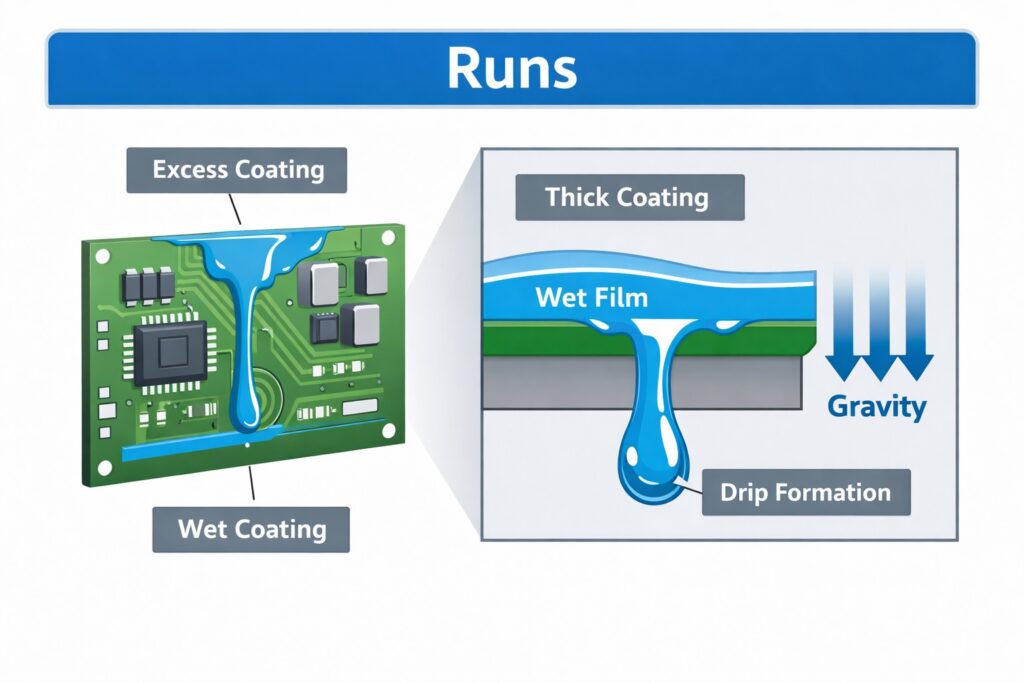
How over-wet conformal coating forms runs, sags and curtain defects as gravity pulls the wet film downward
Article Quicklinks
| Topic | More |
|---|---|
| Definitions: runs vs sags vs curtains | 🔗 |
| How they form: flow, gravity and lock time | 🔗 |
| Root Causes: process, material, environment | 🔗 |
| Prevention: recipes, flash-off, orientation | 🔗 |
| Troubleshooting & Diagnosis | 🔗 |
| Repair: touch-up vs strip & recoat | 🔗 |
What are Runs, Sags & Curtains?
- Run — a local streak where wet coating flows downward and leaves a thick ridge or “trail”.
- Sag — a broader area of downward movement that increases thickness at the bottom and thins the film above.
- Curtain — a pronounced, sheet-like flow defect (often on vertical edges or tall features) that can create heavy build and edge meniscus lines.
These defects are not just cosmetic: they can create over-thickness, uneven cure, and thin/weak zones upstream of the flow path — increasing risk of cracking, corrosion pathways, and inspection escapes.
How Runs, Sags & Curtains Form (Mechanisms)
- Over-wet film build creates a mobile layer that can move before it skins/locks.
- Long “open time” (slow flash-off) leaves the film mobile for longer, giving gravity time to act.
- Low viscosity / high flow increases levelling and movement, especially on vertical edges.
- Edge effects: at board edges, connector walls, shields and tall components, the film can accumulate and then release as a curtain.
Pattern clue: if thickness is heavy at the bottom of a vertical feature and thin above, you are seeing true gravity-driven movement. If the “streak” is actually a rough, powdery band, it may be dry spray (route to finish defects / orange peel style issues).
Root Causes of Runs, Sags & Curtains
Process & Technique
- Heavy single-pass deposition — too much wet film in one pass.
- Excess overlap / “keep-wet” behaviour — repeated overlaps keep the area mobile and encourage flow.
- Incorrect gun distance/angle — concentrates wet film on edges and vertical faces.
- Board orientation — vertical edges, tilt and low points amplify gravity-driven movement.
Material & Condition
- Viscosity out of window — too low encourages movement; too high can still sag if applied too thick.
- Solvent imbalance — unplanned dilution or solvent retention changes levelling and lock time.
- Temperature effects — warm boards reduce viscosity and extend flow; cold boards can alter flash and levelling.
Environment & Flash-off
- Slow flash-off conditions — low airflow, high solvent loading, or long dwell before drying.
- Rapid skinning on top of a wet bulk can “freeze” a curtain ridge and trap solvent below (linking to cure and long-term reliability).
Sanity check (look-alikes): If the issue is thick build collecting at low points as the primary defect, route to pooling & puddling. If the surface looks rough/pebbled rather than flowed, route to orange peel / finish defects. If the coating pulled away leaving bare islands, route to de-wetting.
How to Prevent Runs, Sags & Curtains
Stabilise film build and lock time
- Use multiple light passes rather than one heavy coat.
- Define flash-off between coats so the film becomes non-mobile before additional deposition.
- Control viscosity (measure/record) and keep solvent additions within a defined routine.
Tune application recipe (spray/selective)
- Reduce overlap in vertical/high-risk zones (edges, connector walls, shields, tall parts).
- Optimise distance and approach angle to avoid “loading” edges.
- Standardise speed and trigger discipline to prevent local wet build.
Fixturing & orientation control
- Minimise tilt where possible; avoid parking wet boards vertically.
- Use fixtures to keep consistent orientation during flash and cure.
To verify thickness and acceptance criteria (UV + white-light checks and thickness verification), use a defined inspection plan from the Inspection & Quality Hub.
Troubleshooting & Diagnosis
1) Confirm the defect type
- Visual mapping: identify flow direction and where thickness accumulates.
- UV + white light: confirm whether upstream areas are thinned/weak (coverage risk).
2) Check the three big levers
- Film build: are you exceeding target thickness by pass count or overlap?
- Viscosity/solids: confirm material is inside the validated range.
- Flash-off: confirm airflow, time, and board orientation before cure.
3) Run controlled A/B trials
- Reduce wet film (lighter passes) and add defined flash — does the defect disappear?
- Change orientation during flash — does the flow path change or stop?
Repair: When to Touch-Up vs Strip & Recoat
- Minor local runs: if accessible, controlled local rework may be possible (remove ridge, recoat and verify thickness).
- Widespread sag/curtaining: typically indicates a process window failure — stripping and recoat is often the most reliable route.
- Over-thick ridges: treat as a reliability risk (stress concentrator) and consider routing to cracking mechanisms.
For removal workflows and best-fit methods, see the Removal & Rework Hub.
Looking for Other Defect Types?
This page covers runs, sags and curtains. For the complete index of defect types and links to each technical article:
Training on Conformal Coating Defects
SCH offers conformal coating training that goes beyond theory—recognising and preventing runs/sags/curtains, orange peel, de-wetting, delamination, cracking, corrosion and more. We cover process analysis, troubleshooting, materials, and application methods.
Industry Standards We Work To
SCH Services follows international standards across all our coating services, training, equipment supply and materials. Our processes are aligned to relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards, visit: electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Application Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
