
Dust, Fibres & FOD in Conformal Coating
Dust, fibres and FOD (foreign object debris) are contamination-related defects where particles become embedded in the wet coating film or land on tacky surfaces before full cure. This can create bumps, void initiators, thin edges around particles, and local reliability risks—especially near fine pitch, keep-outs, and high-voltage areas.
For a complete index of defect types and links to each technical article, use the Conformal Coating Defects Hub.
For process controls (booth setup, handling discipline, and repeatability), see the Conformal Coating Processes Hub.
Article Quicklinks
| Topic | More |
|---|---|
| Definitions: dust vs fibres vs FOD | 🔗 |
| How it happens: when particles enter the film | 🔗 |
| Root Causes: people, process, environment | 🔗 |
| Prevention: booth controls and handling discipline | 🔗 |
| Troubleshooting & Diagnosis | 🔗 |
| Repair: when to touch-up vs strip | 🔗 |
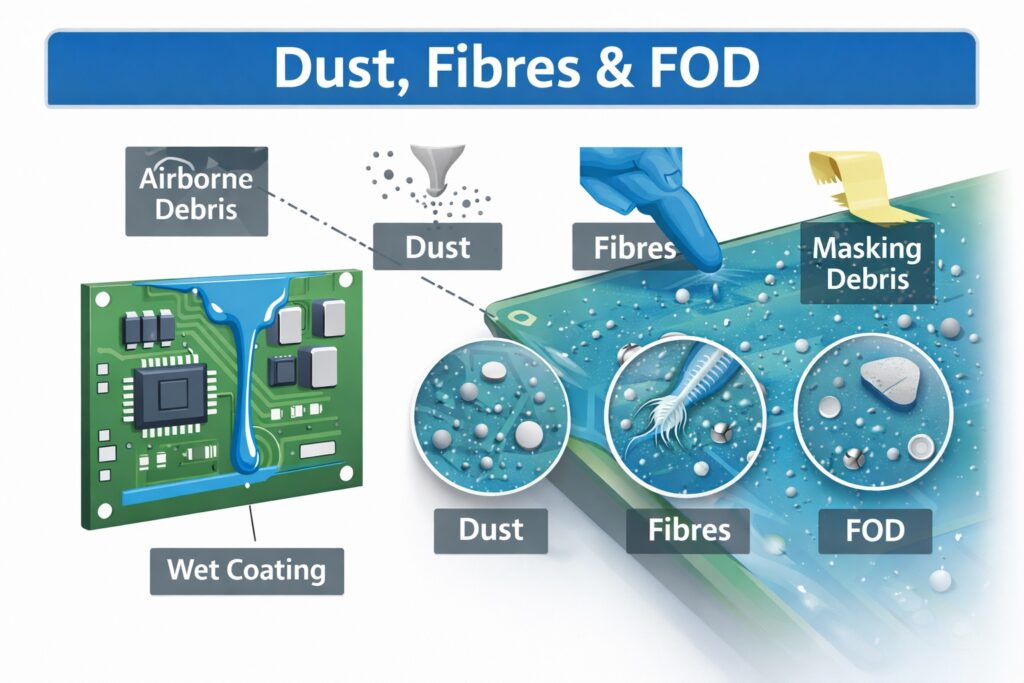
What are Dust, Fibres & FOD Defects?
- Dust — fine particles that create a “grit” texture or local bumps in the film.
- Fibres — elongated debris (cloth, wipes, gloves, cardboard) that can bridge, protrude, or wick coating.
- FOD — any foreign object (chips, hairs, flakes, masking debris, cured coating fragments) embedded in the coating.
Particles can create local thin edges, void initiation points, and inspection issues. Fibres near fine pitch can also contribute to bridging & webbing behaviour by spanning gaps or dragging wet film.
How Dust and Fibres Enter the Coating
- Land-on-wet: airborne debris lands on a wet film and becomes encapsulated during flow/levelling.
- Land-on-tacky: debris adheres during flash or partial cure (often harder to see until UV inspection).
- Carry-in: particles arrive on boards, fixtures, masking materials, gloves, or from packaging.
- Break-off: cured coating fragments or masking debris break free and redeposit during handling or air movement.
Pattern clue: random distribution across the whole board often indicates airborne/booth sources; clustering at edges, connectors, or handling zones often indicates carry-in (packaging, gloves, wiping, masking debris).
Root Causes of Dust, Fibres & FOD
Environment / Booth
- Poor airflow control — turbulence, incorrect extraction, or open doors/windows introducing particles.
- Dirty booth surfaces — overspray dust and flakes shedding into the work zone.
- Inadequate housekeeping — sweeping/abrasion near coating areas; uncontrolled cardboard use.
Handling / Materials
- Wipes, cloths and gloves shedding fibres — especially low-grade wipes or linting gloves.
- Masking debris — tape edge fragments, dots, latex strings, boot wear particles.
- Packaging carry-in — cardboard fibres, foam debris, loose bag fragments.
Process Timing
- Long exposure time while wet/tacky — increases probability of land-on contamination.
- Rework loops — sanding/abrasion nearby generates particulate; rework should be segregated.
Sanity check (look-alikes):
- If the defect is a crater/void with a clean ring, route to de-wetting or fish-eyes/craters.
- If defects are voids inside the film rather than embedded debris, route to pinholes, bubbles & foam.
How to Prevent Dust, Fibres & FOD
Control the environment
- Define the coating zone — restrict materials (cardboard, sanding, loose packaging) near wet coating.
- Housekeeping routine — clean booth walls, floors and fixtures to prevent flake shedding.
- Airflow discipline — maintain predictable extraction; minimise door-open events during wet film exposure.
Reduce carry-in
- Use low-lint consumables — validated wipes and gloves suitable for coating work.
- Control masking debris — inspect tape edges, boots, dots; replace worn items before shedding starts.
- Packaging controls — unpack away from coating; use covered trays/containers for WIP.
Minimise wet/tacky exposure time
- Standardise flash-off and handling so wet boards are not left exposed unnecessarily.
- Segregate rework (especially abrasion) away from coating zones.
To build stable inspection and acceptance routines (UV checks, thickness verification, defect calls), use the Inspection & Quality Hub.
Troubleshooting & Diagnosis
- Map the distribution — random vs clustered (edges/handling zones/booth direction).
- Identify particle type — fibre, flake, dust (helps pinpoint gloves/wipes/booth shedding vs packaging).
- Check timing — did the contamination occur before coating (carry-in) or after coating (land-on wet/tacky)?
- Audit booth and fixtures — look for overspray dust, flakes, or abrasive rework nearby.
- Confirm masking debris — worn boots, tape edges, dots, latex strings.
Repair: When to Touch-Up vs Strip & Recoat
- Isolated particles: if removal is possible without damaging pads/leads and acceptance allows, local rework may be used (remove particle, recoat, re-inspect).
- Widespread contamination: usually indicates an environmental/process escape — stripping and recoat is often the robust option.
- Fibres bridging fine pitch/keep-outs: treat as high risk and rework accordingly, especially near functional surfaces.
For removal workflows and best-fit methods, see the Removal & Rework Hub.
Looking for Other Defect Types?
This page covers dust, fibres and FOD. For the complete index of defect types and links to each technical article:
Training on Conformal Coating Defects
SCH offers conformal coating training that goes beyond theory—recognising and preventing finish defects, contamination-related failures, masking escapes and reliability mechanisms.
Industry Standards We Work To
SCH Services follows international standards across all our coating services, training, equipment supply and materials. Our processes are aligned to the relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards, visit: electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Design Hub
Parylene Application Hub
Parylene Dimers Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
