
Conformal Coating Inspection Acceptance Criteria
What’s Acceptable, What’s Rejectable, and When to Rework
Conformal coating inspection acceptance criteria is where most coating disputes start — not because teams ignore inspection, but because “acceptable” is often interpreted differently by operators, QA, and customers.
This guide turns acceptance into a repeatable decision process so you can reduce false rejects, prevent defect escape, and stop rework being driven by opinion rather than risk.
It complements our inspection resources on standards & methods, UV inspection, and thickness verification.
This article sits within SCH’s Inspection & Quality Hub, which groups standards, UV inspection, thickness verification, and acceptance guidance for conformal coating.
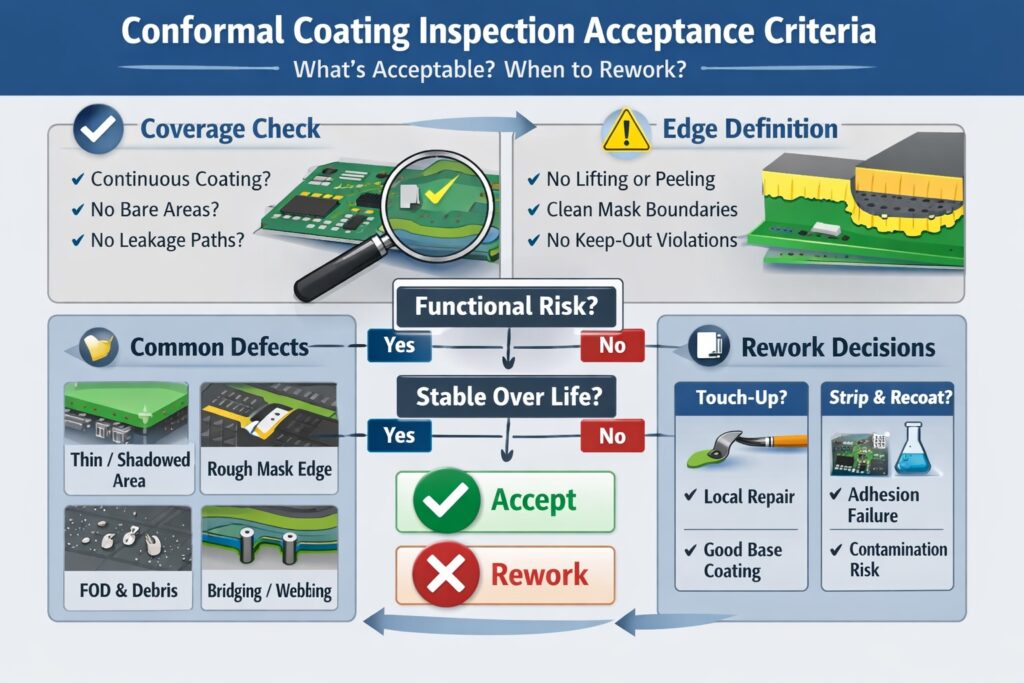
Conformal coating inspection acceptance criteria showing coverage requirements, edge definition, thickness limits, and common accept/reject conditions aligned with IPC standards.
Quick Links
Why Acceptance Criteria Becomes a Problem
Conformal coating is a thin-film protection layer — and thin films naturally vary with geometry. Acceptance becomes contentious when teams treat inspection like “perfect cosmetic appearance” instead of “fit for function”.
Most NCRs and customer debates cluster around: edge definition, thin or shadowed areas, minor texture, and mask boundary behaviour. Many of those issues trace back to masking discipline, not chemistry — see
why masking causes most conformal coating defects.
The 3 Questions That Decide “Accept or Reject”
Use these three questions to prevent opinion-led inspection:
- Is coverage continuous where protection is required? (no bare substrate in critical zones)
- Is there any functional risk? (leakage paths, bridging, contamination, keep-out violation)
- Is the defect stable over life? (will it worsen under humidity/thermal cycling/handling)
If the answer is “yes” to functional risk or life instability, you don’t debate cosmetics — you control the risk.
Coverage vs Thickness (Stop Mixing Them Up)
A common inspection error is assuming bright UV fluorescence = good thickness. UV confirms presence and edge behaviour; it does not automatically confirm film build.
- Coverage = continuous film where protection is required (verified by UV + white light + risk areas).
- Thickness = film build relative to your target range (verified by gauges, coupons, or optical methods).
Use a defined plan for thickness verification (sampling, coupons, AQL, SPC) — see Thickness Verification Plans (AQL, Coupons & SPC).
Edge Definition, Keep-Out Zones, and Mask Boundaries
Edge definition is where conformal coating inspection acceptance criteria becomes most subjective. Your goal is not “laser sharp edges” — it’s controlled boundaries that do not create leakage, bridging, or contamination risk.
- Acceptable: smooth meniscus, consistent boundary, no coating in keep-out zones, no lifted flakes.
- Rejectable: coating ingress into keep-out zones, lifted edges that can propagate, boundary defects linked to residue.
If you are fighting inconsistent edges, the root cause is often masking choice/timing/removal technique — link to: Mask-Edge Lift & Demask Damage and De-wetting.
Common Disputes — and How to Decide Fast
“It looks thin under a component”
Decide based on risk area: is the thin zone in a high-voltage/high-impedance area, or a corrosion-prone location?
If it’s a risk area, verify by inspection method + thickness plan — don’t guess.
“The edge isn’t perfectly straight”
Straight edges are not the goal. The goal is no keep-out violation and stable, clean boundaries. If the boundary is stable and functional, accept. If it indicates lift/residue/ingress, investigate.
“There’s a faint halo near the mask line”
Halos often point to residue, surface energy mismatch, or masking transfer. If the halo correlates with poor wetting, treat it as a defect mechanism, not cosmetics (see De-wetting).
Touch-Up vs Strip & Re-coat (Simple Rules)
Rework decisions should be consistent and documented — not improvised. Use your defect rules page as the authority reference: Defect Acceptance & Repair Rules.
- Touch-up is appropriate when the base film is sound and you are correcting a local miss with controlled surface prep.
- Strip & re-coat is appropriate when defects indicate contamination, poor adhesion, widespread under-cure, or systemic masking failure.
- Don’t “paint over” residues — that creates latent adhesion and corrosion risk.
A Practical Inspection Workflow That Reduces Arguments
- Confirm process status: correct cure stage, no “too-early” inspection that creates false rejects.
- UV inspection first: coverage presence, edge definition, obvious misses and keep-out violations.
- White light inspection: texture, debris/FOD, bubbles, lifting, cracks.
- Risk zone check: connectors, keep-outs, high-impedance, fine-pitch, under-component areas.
- Thickness verification: per your plan (coupons/AQL/SPC) — not per opinion.
- Disposition: accept / touch-up / strip & recoat using documented rules.
For UV interpretation specifics, use: UV Inspection: Coverage & Edge Definition.
Acceptance Checklist (Copy Into Your WI)
- Coverage continuous in required areas (no bare substrate in critical zones)
- No coating ingress into keep-out zones (connectors, pads, mating areas)
- Edges stable: no lift, flaking, tearing, or residue-driven pullback
- No bridging/webbing that creates functional risk
- No debris/FOD trapped in film that creates leakage paths
- Thickness verified per plan (coupons/AQL/SPC) and within target range
- Rework decisions follow documented acceptance/repair rules
FAQs
Is a slightly uneven mask edge a reject?
Not automatically. Acceptability depends on keep-out compliance, stability (no lift/flaking), and functional risk.
Does UV brightness prove thickness?
No. UV confirms presence and edge behaviour. Thickness needs gauges/coupons/optical methods.
Where do most acceptance disputes come from? Edge definition, masking transfer/residue, and thin/shadowed areas. These usually link back to masking and process discipline.
Conformal Coating Inspection & Quality Training
If inspection decisions vary between operators or shifts, you don’t have “inspection” — you have opinion.
SCH training helps teams align inspection with standards, real defect mechanisms, and repeatable acceptance criteria.
📘 Explore our Conformal Coating Training section or download the full programme overview below.
Why Choose SCH Services?
Partnering with SCH Services means more than just outsourcing — you gain a complete, integrated platform for
Conformal Coating, Parylene & ProShieldESD Solutions, alongside equipment, materials, and training, all backed by decades of hands-on expertise.
- ✈️ 25+ Years of Expertise – Specialists in coating technologies trusted worldwide.
- 🛠️ End-to-End Support – Standards alignment, masking strategy, inspection discipline, and rework control.
- 📈 Scalable Solutions – From prototypes to high-volume production.
- 🌍 Global Reach – Responsive support across Europe, North America, and Asia.
- ✅ Proven Reliability – Consistent results across services, equipment, and materials.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
