
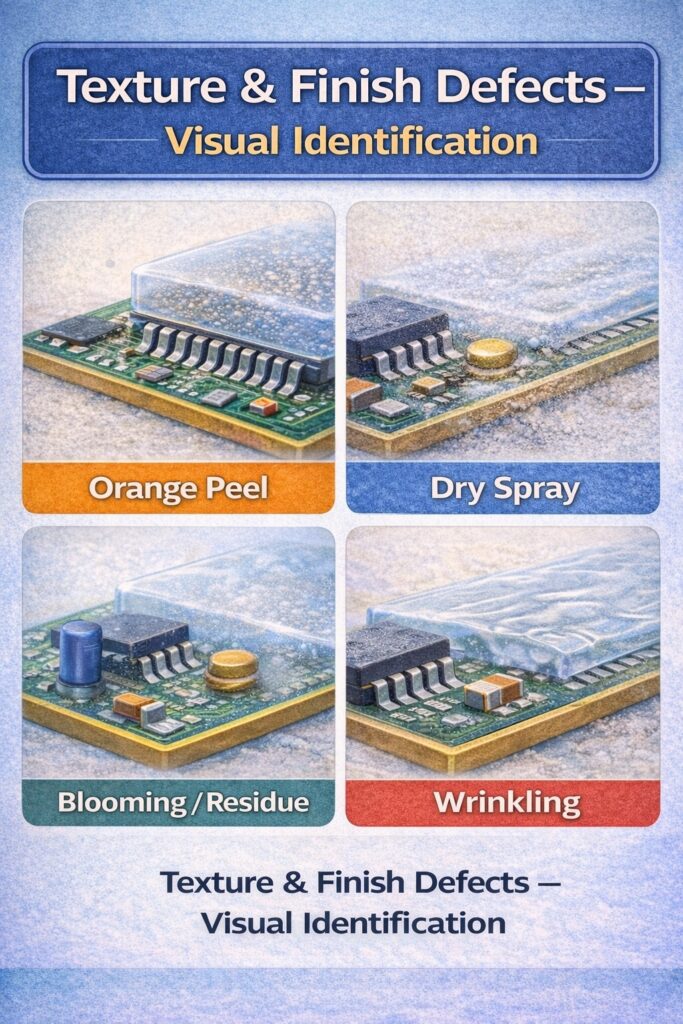
Texture & Finish Defects in Conformal Coating
Texture and finish defects are surface-appearance failures where the coating does not level into a smooth, uniform film. Common outcomes include dry spray / roughness, orange peel, or a grainy “powdery” surface. This page is a routing guide to help you identify the look quickly and jump to the correct root-cause page.
For a complete index of defect types and links to each technical article, use the Conformal Coating Defects Hub.
Related articles: Many surface finish defects originate from process instability rather than coating chemistry alone. For a wider explanation of how viscosity, contamination, environment and handling interact, read Why Conformal Coating Processes Fail.
This is also exactly the kind of problem that high-reliability workmanship guidance tries to prevent through disciplined process control, cleanliness, inspection and verification. For the broader NASA-style process view, see What NASA Gets Right About Conformal Coating.
Quick Routing: Which Texture Defect Do You Have?
| What you see | Most likely mechanism | Go |
|---|---|---|
| “Orange peel” (dimpled / pebbled surface) | Levelling / atomisation balance, viscosity window, evaporation rate, spray setup | ↗ |
| Dry / rough / sandpaper feel (often worse at edges or far areas) | Droplets partially dry before landing; gun distance/air too high; poor overlap; booth airflow | 🔗 |
| Powdery / chalky surface (looks dusty but it’s the film) | Over-atomisation + fast solvent loss; film never levels (can be mistaken for contamination) | 🔗 |
| Hazy / milky look (clouding rather than texture) | Moisture–solvent interaction during drying (blushing) | ↗ |
| Waxy / greasy / film on top (residue rather than texture) | Additive/plasticiser migration, solvent imbalance, incomplete cure, transfer contamination | ↗ |
Dry Spray & Roughness
Dry spray happens when droplets partially dry before they land, so the film can’t flow and level. It often appears as a grainy, rough surface and can be worse on board edges, in high-airflow zones, or where the operator
is spraying from too far away.
Fast checks
-
- Is the roughness worse at the edges or far side of the board? (distance + airflow indicator)
- Does the defect reduce when you shorten gun distance or reduce atomising air?
- Is booth airflow/high extraction drying the spray plume mid-air?
Prevention actions (practical)
- Bring the process back into a defined window: distance, speed, overlap, air pressure.
- Stabilise viscosity and solvent balance; avoid “too fast” evaporation in dry/warm conditions.
- Control booth environment (airflow, RH, temperature) to stop mid-air drying.
Route for deeper context: If this is occurring during spray application, the most effective fixes are usually in process control and spray equipment setup.
Powdery / Chalky Finish
A powdery finish looks like dust on the surface, but it’s actually the film: fine, dry deposit that never levels. It is typically a more extreme form of dry spray (over-atomisation + fast solvent loss) and can be misdiagnosed as contamination.
How to confirm quickly
- Lightly wipe a small area: does it smear or change gloss? (film-level defect vs loose dust)
- Compare a near/far spray zone on the same board to see if it tracks distance/airflow.
Prevention actions
- Reduce atomising air and/or bring gun closer to keep droplets wet until they land.
- Adjust solvent balance (within your approved material limits) to improve levelling.
- Control extraction/airflow and stabilise temperature/RH.
Sanity check (look-alikes):
- If the issue is mainly surface contamination trapped in the film, route to Dust, Fibres & FOD.
- If the surface is waxy/greasy or sticky, route to Blooming / Surface Residue.
Need Help Stabilising Finish and Appearance?
Texture defects are usually process window problems (recipe, environment, equipment setup) rather than “random coating behaviour”. SCH can help you define a stable window and reduce rework without compromising coverage.
Training on Conformal Coating Defects
SCH offers conformal coating training that goes beyond theory—helping operators and engineers recognise and prevent texture and finish defects such as orange peel, dry spray, fish-eyes / craters, dust / fibres, haze / blushing, and blooming / surface residue. We focus on practical process control (viscosity, atomisation, film build, flash-off, environment, cure) and repeatable inspection discipline.
Industry Standards We Work To
SCH Services aligns coating services, training, equipment supply and materials to relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards: electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Application Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
