
Intercoat Adhesion Failure in Conformal Coating
Intercoat adhesion failure is a conformal coating defect where a second coat (or local touch-up) does not bond to the first, causing peel-back, flaking, edge lift, wrinkling, or delamination between layers. It is usually driven by recoat timing, partial cure state, surface contamination, or chemical incompatibility between coats.
For a complete index of defect types and links to each technical article, use the Conformal Coating Defects Hub.
Quick Links
| Section | Jump |
|---|---|
| What it looks like (typical symptoms) | 🔗 |
| Root causes (most common mechanisms) | 🔗 |
| Fast checks (diagnose in minutes) | 🔗 |
| Prevention (process controls that work) | 🔗 |
| Rework & repair rules (what to do when found) | 🔗 |
| FAQ | 🔗 |
Sanity check (look-alikes):
- If the defect is mainly surface distortion after recoating, see Wrinkling / Recoat Defects.
- If coating lifts from the PCB substrate (not between coats), route to Delamination.
- If the surface shows craters/pull-back rings, check Fish-Eyes & Craters.
- If you suspect under-cure, see Tacky / Soft-Cured (Under-Cure).
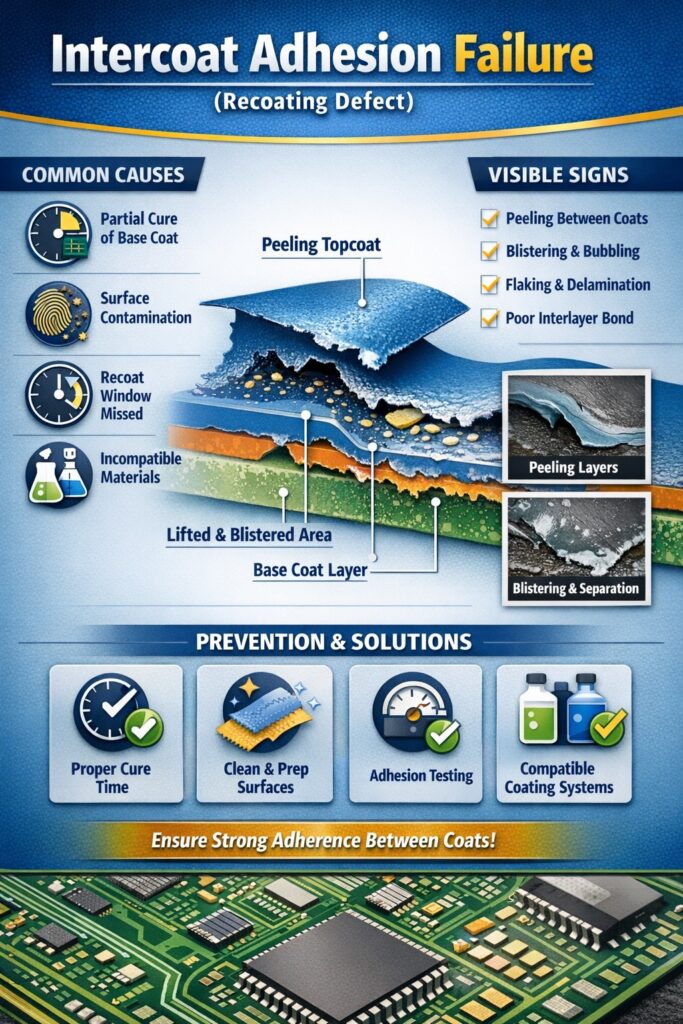
What Intercoat Adhesion Failure Looks Like
- Peel-back or flaking of the second coat, often at touch-up edges or overlap zones.
- Layer separation where the top film can be lifted without disturbing the base coat.
- Edge lift after de-masking where a touch-up coat bridges onto a previously cured film.
- Wrinkling/rippling that appears only after recoating (often indicates recoat window or solvent interaction).
- “Two-tone” adhesion: one pass bonds, another pass fails (frequently contamination or cure drift).
Intercoat failures are high-risk because the coating may look “covered” but can create hidden moisture pathways at the interface and can fail during handling, vibration, or thermal cycling.
Root Causes (Most Common Mechanisms)
1) Recoat window violated (too soon or too late)
Recoating too soon can trap solvent or disturb a soft film; recoating too late can mean the surface is fully cured and no longer receptive to bonding without activation.
2) Partial cure / skinning (surface feels “dry” but isn’t cured)
A skinned surface can look acceptable but still contains solvent or reactive species underneath. Recoating can cause intercoat shear, waviness, or weak adhesion. Cross-check Under-cure.
3) Contamination between coats
Common sources include masking residue, handling oils, airborne dust, silicone transfer, cleaning residue, or “tack cloth” contamination. If you see circular pull-back, also check Fish-Eyes & Craters.
4) Chemical incompatibility or solvent attack of the base coat
Some solvents can re-soften a cured coating, creating a weak boundary layer. This overlaps with Wrinkling / Recoat Defects and, on sensitive substrates, Solvent Attack.
Fast Checks (Diagnose in Minutes)
- Where does it occur? If it’s only at overlap/touch-up edges, suspect recoat window or contamination between coats.
- Lift test at the interface: Can the top layer be peeled while the base layer stays attached? That’s classic intercoat failure.
- Process history check: Was there a delay, shift change, bake/cure interruption, or masking removed/reapplied before touch-up?
- Contamination check: Identify “last touch” between coats (gloves, fixtures, compressed air, dust exposure, masking residue).
- Cure state check: If the base coat is soft/tacky, route to Under-cure first.
If the second coat shows wrinkling/rippling rather than peel-back, treat it as a recoat film-formation problem and cross-check Wrinkling / Recoat Defects.
Prevention (What Actually Works in Production)
Lock the recoat rules
- Define the recoat window (minimum and maximum) and treat it as a controlled process requirement.
- Standardise touch-up timing after de-masking (don’t allow “whenever it’s convenient”).
- Control film build: heavy recoats raise solvent dwell and increase interface risk.
Control what happens between coats
- No-silicone rules, glove discipline, and clean fixtures for all handling after first coat.
- Protect WIP from dust/FOD (covered storage, defined dwell times).
- Masking residue control: if de-masking leaves adhesive residue, fix the masking method (don’t “clean and hope”).
Validate cure stability
- Keep time/temperature/UV dose stable within a validated window (drift creates intercoat variability).
- Where required, qualify surface activation/scuff/solvent wipe steps as a controlled process (not operator preference).
Tie prevention back to upstream control: Processes Hub, Masking Hub, and Inspection & Quality Hub.
Rework & Repair Rules (When You Find It)
- Do not “coat over a failed interface”: recoating on top of intercoat failure usually peels again.
- Remove back to a sound edge: strip until the remaining film is firmly bonded and stable.
- Restore the surface condition: clean/activate per your approved method before recoating.
- Escalate if repeatable: if multiple boards show the same interface failure, treat it as a process-window or contamination event.
For structured removal and rework methods, use the Removal & Rework Hub.
Training on Recoat Windows & Adhesion Failures
SCH delivers conformal coating training focused on real production failure modes—recoating windows, cure-state control, contamination transfer, masking discipline, and repair rules aligned to IPC expectations and customer requirements.
Industry Standards We Work To
SCH Services aligns coating services, training, equipment supply and materials to relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards:electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Design Hub
Parylene Application Hub
Parylene Dimers Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
