
Bubbles After Cure in Conformal Coating (Outgassing & Post-Cure Blistering)
Bubbles after cure are conformal coating defects where a film appears acceptable at application, but bubbles, blisters, or “raised domes” become visible during cure or after curing. The mechanism is usually outgassing (vapours driven out of the PCB/assembly), solvent entrapment (volatiles trapped under a skinned surface), or moisture-driven vapour formation.
This page shows how to recognise the tell-tale patterns, identify the most likely mechanism, and lock a prevention window that stops post-cure bubbling without sacrificing coverage.
For the full defect index, use the Conformal Coating Defects Hub.
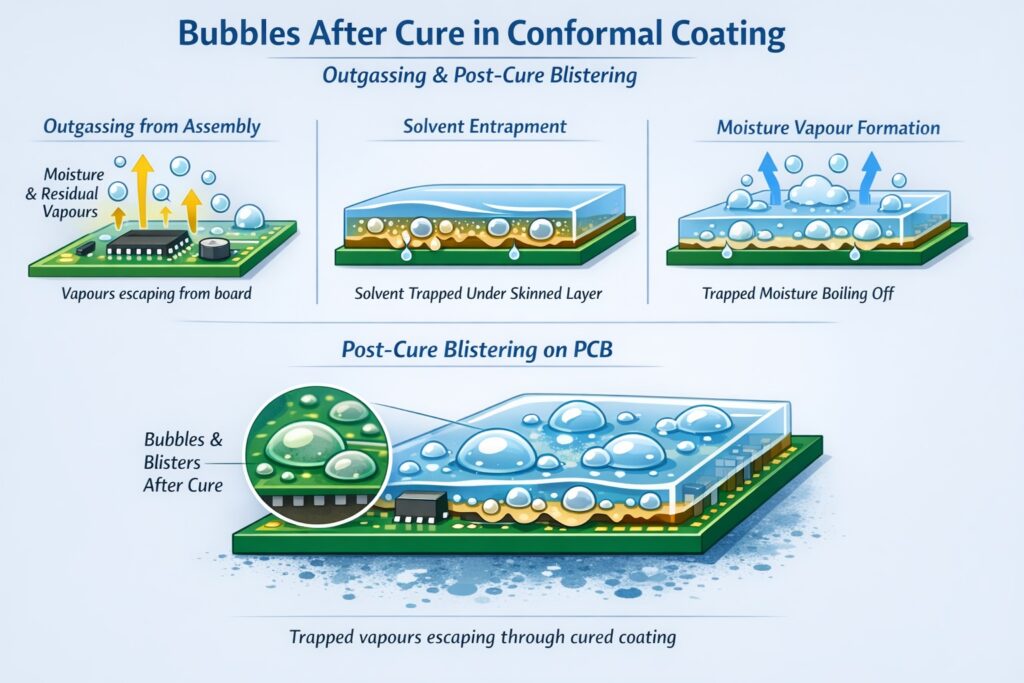
Post-cure blistering and bubbles caused by trapped solvent or moisture outgassing through the conformal coating film.
Article Quicklinks
| Topic | More |
|---|---|
| Definition: what “bubbles after cure” look like | 🔗 |
| Mechanisms: outgassing vs solvent trap vs moisture | 🔗 |
| Root causes: process, material, assembly factors | 🔗 |
| Prevention: controls that stop post-cure bubbling | 🔗 |
| Troubleshooting: isolate the mechanism quickly | 🔗 |
| Repair: touch-up vs strip & recoat | 🔗 |
What Are “Bubbles After Cure” in Conformal Coating?
Bubbles after cure describes bubbles/blisters that appear during cure or after curing, even if the wet film looked acceptable at application. They typically present as raised domes, local “pockets”, or scattered bubble clusters, sometimes concentrated around components, under bodies, or at porous/contaminated regions.
These defects matter because they can create void pathways, weaken insulation resistance, and accelerate moisture-driven failure mechanisms (including corrosion and electrochemical migration).
Sanity check (look-alikes):
- If bubbles/pinholes were present immediately in the wet film, route to Pinholes, Bubbles & Foam.
- If the defect is heavy build at low points (not true blistering), route to Pooling & Puddling.
- If the symptom is bare zones behind tall parts, route to Insufficient Coverage & Shadowing.
How Bubbles Form After Cure (Mechanisms)
1) Outgassing from the assembly
- What happens: trapped volatiles (moisture, solvent, flux residues, cleaning residues) are driven out by cure heat and expand into the coating film.
- Common pattern: bubbles concentrated around component bodies, under dense parts, near porous materials, or in regions with residue loading.
2) Solvent trap (skinning before venting)
- What happens: the coating surface “locks” first, trapping solvent underneath. As cure proceeds, vapour pressure forms bubbles/blisters.
- Common pattern: defects in thick zones, over-built fillets, pooled areas, or where flash-off was shortened.
3) Moisture-driven vapour formation
- What happens: moisture in boards/components/porous materials flashes during cure, generating vapour pockets in or under the film.
- Common pattern: more frequent after storage in uncontrolled humidity, after wash/aqueous processes, or when bake controls aren’t defined/verified.
Practical clue: if the defect appears only when cure temperature is reached (or shortly after), assume vapour pressure is the driver and focus on outgassing + solvent venting controls.
Root Causes of Bubbles After Cure
Process & Technique
- Over-wet film build — thick deposits reduce venting and increase solvent entrapment risk.
- Insufficient flash-off — solvents remain in the film and boil/expand later in the cure cycle.
- Too aggressive early dry — skinning early traps volatiles beneath the surface.
- Board orientation changes — thickening at edges/low points creates local solvent traps.
Material & Condition
- Viscosity/solids drift — higher solids or thickened material increases solvent trap likelihood.
- Solvent imbalance — unplanned dilution or evaporation changes flash behaviour and skinning risk.
- Recoat interactions — partial cures or recoats can soften lower layers and release trapped volatiles late.
Assembly / Cleanliness / Storage Factors
- Moisture in PCBs/components — absorbed humidity flashes during cure (especially after wash or humid storage).
- Residues — flux/ionic residues and cleaning residues can gas out or create local boiling/venting behaviour.
- Porous/absorptive materials — certain plastics, foams, labels, and interfaces can hold volatiles that release during cure.
If you suspect contamination or ionic residues are a driver, see Corrosion & Ionic Contamination and the Inspection & Quality Hub (cleanliness verification strategy).
How to Prevent Bubbles After Cure
Control venting: thickness + flash-off
- Use multiple thin coats with defined flash-off, rather than one heavy pass.
- Set a validated flash window (time + temperature + airflow) that vents solvents before cure locks the surface.
- Stabilise viscosity and record it (don’t “chase defects” with ad-hoc dilution).
Stop outgassing at source
- Moisture control: define storage limits for uncoated assemblies (humidity exposure) and apply dry-out/bake rules where appropriate.
- Residue control: validate cleaning effectiveness and handling discipline; lock “no-touch” rules for coated-ready assemblies.
- Material compatibility: review porous/absorptive materials in the coating zone (labels, foams, adhesives) and qualify alternatives if needed.
Cure profile discipline
- Avoid early skinning: if bubbling correlates to cure ramp, consider a gentler early stage or longer vent stage before full cure (validate to chemistry).
- Keep orientation consistent through flash and cure to prevent local thick zones becoming solvent traps.
- Verify cure capability: confirm oven uniformity and recipe adherence (time/temperature/airflow).
If heavy build is a recurring driver, route to Pooling & Puddling and Cracking in Conformal Coating (thickness-driven stress mechanisms).
Troubleshooting & Diagnosis (Mechanism-First)
1) Confirm timing and pattern
- When did it appear? Immediately in wet film, during cure ramp, at peak temperature, or post-cure cooldown?
- Where does it cluster? Under components, around bodies, at low points, or uniformly across the panel?
2) Check the “three big levers”
- Thickness & flash-off: compare to your validated window; look for over-built regions.
- Moisture exposure: review storage, wash history, and any bake/dry-out records.
- Cleanliness/handling: review residue risk, gloves/handling, masking material transfers, and pre-coat cleanliness checks.
3) A/B confirm (fast experiments)
- Extend flash-off on a trial batch (no other changes). If bubbling drops sharply, solvent trap/venting is dominant.
- Dry-out/bake trial on a controlled sample (validated limits). If bubbling drops, moisture/outgassing is dominant.
- Thickness reduction (extra light pass instead of heavy pass). If bubbling moves or disappears, thickness-driven venting is dominant.
For inspection setup and verification methods (UV mapping, thickness checks, acceptance rules), see the Inspection & Quality Hub.
Repair: When to Touch-Up vs Strip & Recoat
- Isolated, shallow bubbles: if within acceptance and not linked to under-film voiding, controlled local repair may be possible (clean/prep + approved touch-up method).
- Widespread blistering: treat as a process escape — stripping and recoat is typically the robust option.
- Under-component bubbling: if the defect is not accessible/inspectable, treat as high risk; rework strategy should prioritise removal and verified recoat.
For removal workflows and best-fit methods, see the Removal & Rework Hub.
Looking for Other Defect Types?
This page covers bubbles after cure (outgassing / post-cure blistering). For the full defect index and links to each technical article:
Training on Conformal Coating Defects
SCH offers conformal coating training that goes beyond theory—recognising and preventing voids, blistering, orange peel, de-wetting, delamination, cracking, corrosion, bridging and coverage failures. We cover process analysis, troubleshooting, materials, and application methods.
Industry Standards We Work To
SCH Services aligns coating services, training, equipment supply and materials to relevant IPC standards, including:
- IPC-A-610 – Acceptability of Electronic Assemblies
- IPC-CC-830 – Qualification & Performance of Conformal Coatings
- IPC-HDBK-830 – Conformal Coating Handbook (guidance and best practice)
For further details on IPC standards: electronics.org/ipc-standards ↗
Explore Topic Hubs
Conformal Coating Processes Hub
Conformal Coating Equipment Hub
Conformal Coating Masking Hub
Conformal Coating Design Hub
Conformal Coating Defects Hub
Inspection & Quality Hub
Removal & Rework Hub
Standards Hub
Parylene Basics Hub
Parylene Design Hub
Parylene Application Hub
Parylene Dimers Hub
Why Choose SCH Services?
You gain a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD—plus equipment, materials and training—backed by decades of hands-on process support.
- 🛠️ End-to-End Support – Selection, masking, inspection and troubleshooting.
- ✅ Process Discipline – Recipes, control windows and repeatability.
- 🌍 Global Reach – Support across Europe, North America and Asia.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
