
Conformal Coating Inspection Acceptance Criteria
What is acceptable, what is rejectable and when to rework
Conformal coating inspection acceptance criteria is where many coating disputes start — not because teams ignore inspection, but because “acceptable” is often interpreted differently by operators, QA teams and customers.
This guide turns acceptance into a repeatable decision process so you can reduce false rejects, prevent defect escape and stop rework being driven by opinion rather than risk.
It complements SCH inspection guidance on standards and methods, UV inspection and thickness verification.
Part of the Inspection & Quality Hub
This article sits within SCH’s Inspection & Quality Hub, which groups standards, UV inspection, thickness verification and acceptance guidance for conformal coating.
Conformal coating inspection acceptance criteria should link coverage, edge definition, thickness limits and common accept/reject conditions to documented standards and customer requirements.
Article Quick Links
| Topic | More |
|---|---|
| Why acceptance is hard | 🔗 |
| The three acceptance questions | 🔗 |
| Coverage versus thickness | 🔗 |
| Edge definition and boundaries | 🔗 |
| Common disputes and how to decide | 🔗 |
| Touch-up versus strip and recoat | 🔗 |
| Practical inspection workflow | 🔗 |
| Acceptance checklist | 🔗 |
| FAQs | 🔗 |
Why Acceptance Criteria Becomes a Problem
Conformal coating is a thin-film protection layer, and thin films naturally vary with geometry. Acceptance becomes difficult when teams treat inspection as a search for perfect cosmetic appearance rather than evidence of fit-for-function protection.
Most NCRs and customer debates cluster around edge definition, thin or shadowed areas, minor texture, mask boundary behaviour and whether a defect creates functional risk.
Many of these issues trace back to process discipline rather than coating chemistry alone. For masking-related defect mechanisms, see Why Masking Is the Leading Cause of Conformal Coating Defects.
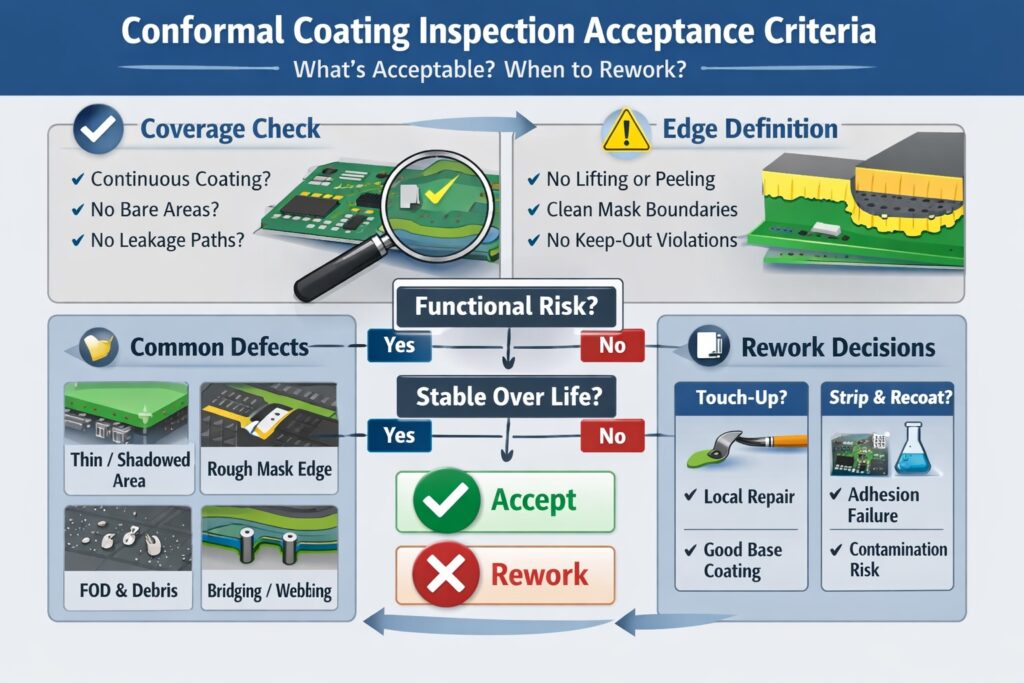
The Three Questions That Decide Accept or Reject
Use these three questions to prevent opinion-led inspection:
- Is coverage continuous where protection is required? There should be no bare substrate in critical protection zones.
- Is there functional risk? Consider leakage paths, bridging, contamination, keep-out violation, connector risk and high-voltage or high-impedance areas.
- Is the defect stable over life? Consider whether humidity, thermal cycling, handling or vibration could make the defect worse.
If there is functional risk or likely life instability, the decision should not be treated as a cosmetic debate. The risk must be controlled, repaired, escalated or rejected according to the documented inspection plan.
Coverage Versus Thickness: Stop Mixing Them Up
A common inspection error is assuming bright UV fluorescence equals good thickness. UV inspection confirms coating presence and edge behaviour, but it does not automatically confirm film build.
- Coverage means continuous film where protection is required. It is normally checked using UV inspection, white-light inspection and risk-zone review.
- Thickness means film build relative to the target range. It must be verified using gauges, coupons, optical methods or another defined measurement method.
Use a defined plan for thickness verification, including sampling, coupons, AQL and SPC where required. See Thickness Verification Plans (AQL, Coupons & SPC).
Edge Definition, Keep-Out Zones and Mask Boundaries
Edge definition is where conformal coating inspection acceptance criteria becomes most subjective. The goal is not always a laser-sharp cosmetic edge. The goal is a controlled boundary that does not create leakage, bridging, contamination or keep-out risk.
- Acceptable: smooth meniscus, consistent boundary, no coating in keep-out zones and no lifted flakes.
- Rejectable: coating ingress into keep-out zones, lifted edges that can propagate or boundary defects linked to residue, contamination or adhesion loss.
If the issue is inconsistent edge behaviour, review masking choice, application pressure, dwell time, coating build and removal technique before changing the coating material.
Common Disputes and How to Decide Fast
“It looks thin under a component”
Decide based on risk area. Is the thin zone in a high-voltage, high-impedance, corrosion-sensitive or customer-defined critical area? If yes, verify using the defined inspection method and thickness plan rather than judging by appearance alone.
“The edge is not perfectly straight”
Straight edges are not the primary goal. The goal is no keep-out violation and a stable, clean boundary. If the boundary is stable and functional, it may be acceptable. If it indicates lift, residue, ingress or poor adhesion, it should be investigated.
“There is a faint halo near the mask line”
Halos can indicate residue, surface energy mismatch, adhesive transfer or masking contamination. If the halo correlates with poor wetting, treat it as a defect mechanism rather than cosmetics. See De-wetting in Conformal Coating.
“The masking was perfect, so the coating should pass”
Not necessarily. Masking can correctly protect keep-out zones while coating defects still appear elsewhere due to contamination, poor wetting, cure issues, thickness variation or adhesion problems.
Touch-Up Versus Strip and Recoat
Rework decisions should be consistent and documented, not improvised during inspection.
- Touch-up may be appropriate when the base film is sound and the issue is a local miss that can be corrected with controlled surface preparation.
- Strip and recoat may be appropriate when the defect indicates contamination, poor adhesion, widespread under-cure, systemic masking failure or uncertain reliability.
- Do not coat over residues because this can create latent adhesion, corrosion or electrical leakage risk.
A Practical Inspection Workflow That Reduces Arguments
- Confirm process status: check cure stage, handling condition and whether the inspection timing is appropriate.
- Use UV inspection first: check coverage presence, edge definition, obvious misses and keep-out violations.
- Use white-light inspection: assess texture, debris, bubbles, lifting, cracking, craters, fisheyes and contamination.
- Check risk zones: review connectors, keep-outs, high-impedance areas, fine-pitch features and under-component areas.
- Verify thickness: use the defined plan, such as coupons, AQL, SPC or agreed measurement tools.
- Apply disposition rules: accept, touch-up, strip and recoat, quarantine or escalate using documented criteria.
For UV interpretation specifics, use UV Inspection: Coverage & Edge Definition.
Acceptance Checklist
- Coverage is continuous in required areas, with no bare substrate in critical zones.
- No coating ingress is present in keep-out zones such as connectors, pads or mating areas.
- Edges are stable, with no lift, flaking, tearing or residue-driven pull-back.
- No bridging, webbing or conductive-path risk is present.
- No debris or foreign object debris is trapped in the film where it could create leakage paths.
- Thickness is verified per the agreed plan and is within the target range.
- Masked areas are clean after de-masking and do not show residue, transfer or boundary damage.
- Coated areas are checked for defects even where masking has performed correctly.
- Rework decisions follow documented acceptance and repair rules.
FAQs
Is a slightly uneven mask edge a reject?
Not automatically. Acceptability depends on keep-out compliance, boundary stability and functional risk. A slightly uneven but stable boundary may be acceptable if it does not affect reliability or customer requirements.
Does UV brightness prove coating thickness?
No. UV brightness confirms coating presence and helps show coverage behaviour, but thickness needs gauges, coupons, optical methods or another defined verification method.
Can masking pass but the coating still fail?
Yes. Masking can correctly protect keep-out zones while coating defects still appear elsewhere due to contamination, poor wetting, cure issues, thickness variation or adhesion problems.
Where do most acceptance disputes come from?
Common disputes involve edge definition, masking transfer, residue, thin or shadowed areas, apparent UV brightness and whether cosmetic variation creates functional risk.
Conformal Coating Inspection & Quality Training
If inspection decisions vary between operators or shifts, the process is vulnerable to opinion-led acceptance. SCH training helps teams link inspection to standards, defect mechanisms and repeatable acceptance criteria.
Explore our Conformal Coating Training section or download the full programme overview below.
Why Choose SCH Services?
Partnering with SCH Services means more than outsourcing inspection or coating work. You gain practical support from a coating specialist that works across conformal coating, Parylene, masking, inspection, rework, equipment and operator training.
- ✈️ 25+ Years of Expertise – Specialists in coating technologies trusted worldwide.
- 🛠️ End-to-End Support – Standards interpretation, masking strategy, inspection discipline and rework control.
- 📈 Scalable Solutions – Support from prototypes to high-volume production.
- 🌍 Global Reach – Responsive support across Europe, North America and Asia.
- ✅ Proven Reliability – Practical coating, inspection and process-control experience.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
