
Parylene Troubleshooting Workflow
A structured diagnostic method to isolate root cause and stabilise production
← Back to the Parylene Process & Reliability Hub
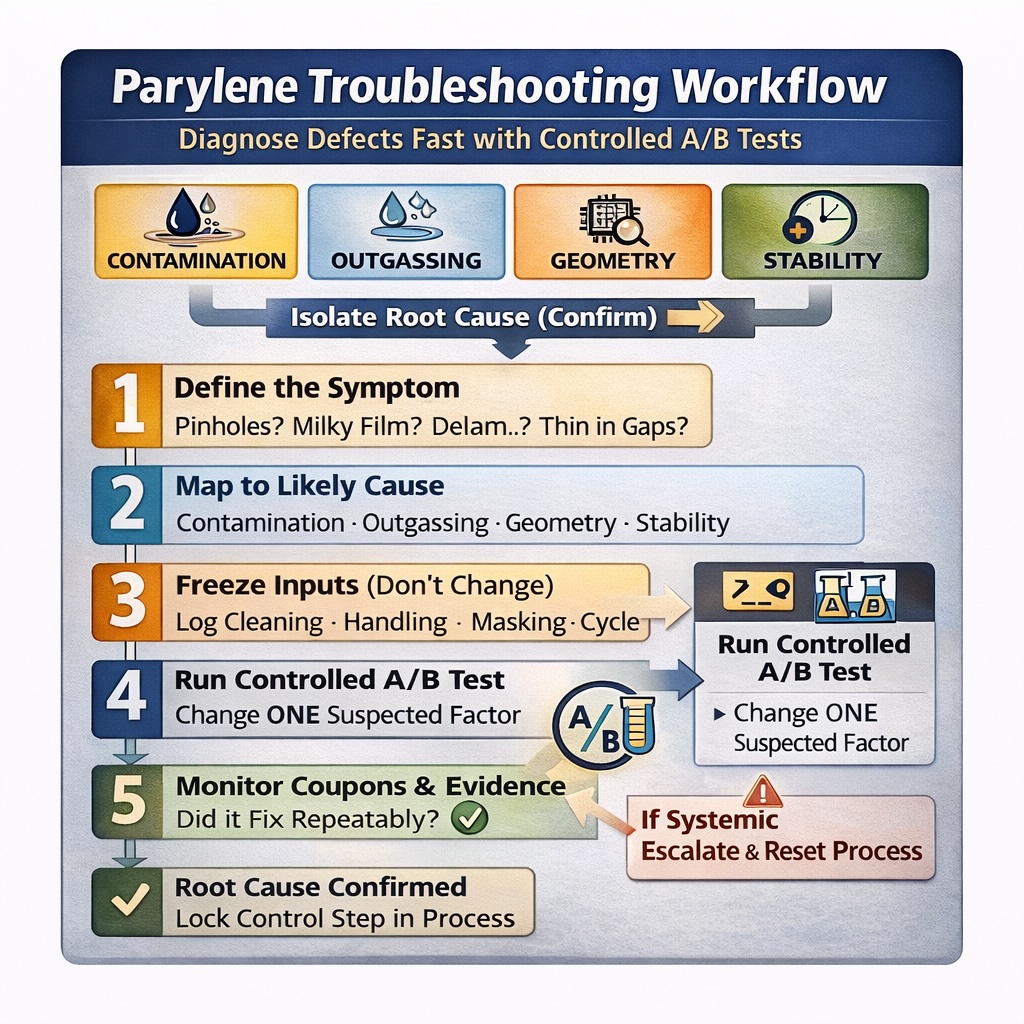
Step-by-step Parylene troubleshooting framework using symptom definition, mechanism mapping, controlled A/B testing and coupon verification to isolate root causes.
How This Troubleshooting Workflow Isolates Parylene Root Causes
This structured workflow converts Parylene troubleshooting from guesswork into controlled engineering evidence. By defining the symptom precisely, mapping it to the most likely mechanism (contamination, outgassing, geometry or process stability), freezing inputs and running controlled A/B comparisons, engineers can isolate the true root cause without introducing new variables.
Confirmation using witness coupons, thickness verification and inspection criteria ensures the correction is repeatable before release to production. The result is faster diagnosis, reduced scrap, protected yield and improved long-term reliability.
Quick Links
- Core principles (don’t skip)
- 8-step troubleshooting workflow
- Symptom routing: what you’re seeing → likely mechanism
- Controlled A/B checks that actually isolate root cause
- Geometry & vapour access checks (aspect ratio & dead ends)
- Verification: coupons, thickness and acceptance evidence
- Escalation: when to stop and reset the process
- FAQs
Core principles (don’t skip)
- Don’t “fix” multiple variables at once. If you change cleaning, masking, bake and chamber settings together, you’ll never know what solved the issue.
- Assume the “big four” until proven otherwise: contamination, outgassing/volatiles, geometry/vapour access, or process stability/inputs. (See the defect map: Parylene Defects & Failure Mechanisms.)
- Let evidence drive decisions. Use witness coupons, thickness checks and a defined inspection plan to confirm you fixed the mechanism, not just the appearance.
- Yield is a quality metric. A “pass” that requires heroics, rework, or special handling is an unstable process waiting to fail again.
8-step troubleshooting workflow
- Define the symptom precisely. Integrity (pinholes/micro-voids), optical (haze/milky film), adhesion (lift/delam), mechanical (cracking/flaking), coverage (thin in gaps), or functional (leakage/drift).
- Map the symptom to the most likely mechanism. Use the routing section below and the defect guide for deeper mapping: defects & failure mechanisms.
- Freeze the process. Record what happened (cleaning chemistry, rinse, dry-out, masking materials, dimer lot/storage, load orientation, run recipe, maintenance state). Do not change anything yet.
- Check the “high-leverage” fundamentals. (A) contamination exposure (silicone/oils/NVR/ionics), (B) outgassing sources (adhesives, plastics, sealed cavities), (C) geometry (aspect ratio, dead ends), (D) chamber stability/condition.
- Run a controlled A/B check. Change one variable that directly tests the suspected mechanism (examples below).
- Verify with coupons and measurement evidence. Confirm thickness trend + defect behaviour on coupons (not just “the part looks better”).
- Lock the control back into standard work. Convert the winning change into a controlled step (material control, masking standard, bake profile, loading discipline, maintenance cadence).
- Escalate if systemic. If coupons show the defect too, stop local “touch-ups” and reset the process with disciplined controls.
If you need process fundamentals: Parylene Deposition Process Parameters. If defects cluster at keep-outs: Parylene Masking. If coverage is geometry-driven: Clearances & Gaps (Design Rules).
Symptom routing: what you’re seeing → likely mechanism
For the full defect mechanism map (symptom → mechanism → prevention): Parylene Defects & Failure Mechanisms.
Controlled A/B checks that actually isolate root cause
Use these tests to prove (or disprove) the suspected mechanism with minimal disruption.
- Contamination hypothesis: Run a controlled “best-practice clean” sample vs current standard (same load, same recipe). If defects collapse, your root cause is upstream cleanliness/handling. (Then lock in validation discipline in: Cleaning & Adhesion Validation.)
- Outgassing hypothesis: Compare “standard dry-out” vs “extended dry-out within substrate limits”, or remove a suspected polymer/adhesive from the load. If haze/voids reduce, your driver is volatiles and trapped moisture.
- Masking hypothesis: Change only the masking material/system (vacuum-compatible, low-outgassing, standardised) and inspect boundary behaviour. If edge defects move with the mask, it’s the mask system.
- Geometry hypothesis: Re-orient the part, add venting where possible, or include a representative feature coupon. If thin spots improve without changing chemistry, the driver is vapour access/transport.
- Stability hypothesis: Run the same part with a “known-good” chamber state (fresh maintenance window, standard loading discipline, controlled inputs). If defects vanish, your driver is process stability/condition. (Then progress to: Process Stability & Yield Optimisation.)
If adhesion is the core issue, also cross-reference: How adhesion promoters work (incl. Parylene).
Geometry & vapour access checks (aspect ratio & dead ends)
“Parylene is conformal” is true—until geometry limits delivery. High-aspect features, dead-end cavities and sealed volumes can reduce effective monomer delivery and increase variability deep in the feature. Treat critical internal regions as a design requirement and validate coverage where function is sensitive.
- Look for: deep/narrow bores, blind holes, tight gaps, sealed cavities, porous materials, sharp transitions, mixed substrates.
- Control options: vent paths (where possible), orientation/loading discipline, feature coupons, thickness strategy matched to geometry.
- Design rules: Parylene Clearances & Gaps.
If thickness selection is part of the risk trade-off, start with: Parylene Thickness & Environmental Protection.
Verification: coupons, thickness and acceptance evidence
- Witness coupons every run: confirm defect behaviour and thickness trend independently of part complexity.
- Thickness evidence: verify against your target band and record trend; avoid “single-point” thickness assumptions.
- Inspection discipline: define critical zones, boundaries and acceptance rules before you decide to ship.
- Translate inspection planning concepts: AQL, Coupons & SPC (inspection planning).
If you need equipment support for verification and process control, see: Support Equipment.
Escalation: when to stop and reset the process
Stop local “touch-ups” and reset the process if any of the below are true:
- Coupons show the defect too (systemic instability, not a part anomaly).
- Defect rate is drifting run-to-run (inputs, maintenance state, loading discipline or contamination exposure is unstable).
- Fixes are operator-dependent (the process is not yet a controlled standard).
If you need hands-on support: Parylene Coating Services | Parylene Training & Support.
FAQs
What’s the fastest way to isolate a Parylene defect root cause?
Freeze the process, map the symptom to a likely mechanism (contamination, outgassing, geometry, stability), then run a single-variable A/B check and confirm the outcome on witness coupons with thickness/inspection evidence.
If the part looks OK, do we still need coupons?
Yes—coupons confirm whether the mechanism is systemic. Many Parylene failures are subtle until field exposure. Coupons and trend data are what make the process scalable and audit-friendly.
Why do defects often appear at masking boundaries?
Boundaries concentrate risk: leakage paths, edge definition, contamination transfer and adhesive outgassing under vacuum can all express near keep-outs. Treat masking as a controlled system, not a generic consumable.
What links haze/milky film to inputs?
Haze is frequently moisture/outgassing/chamber-condition driven, and in some cases can be linked to dimer storage/handling (moisture protection) or impurities. Lot traceability and stable cycles reduce variability.
Why Choose SCH Services?
Partnering with SCH means gaining a complete, integrated platform for Parylene and conformal coating—services, equipment, materials and training—built around process control and repeatability.
- ✈️ 25+ Years – trusted worldwide
- 🛠️ End-to-End Support – coating, masking, validation, inspection
- 📈 Scalable Solutions – prototypes to steady production
- 🌍 Global Reach – support in EU, NA, Asia
- ✅ Process Control – traceability, coupons, inspection discipline
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
Fast links: Parylene Coating Services | Parylene Training & Support | Parylene Equipment
