Controlled rework methods using solvent and low-lint swabs to restore clean coating boundaries
Lifted or damaged coating edges are a common issue during conformal coating processes, particularly after masking removal. While often blamed on operator technique, the reality is that coating adhesion, film thickness, cure state, and dwell time all play a significant role in how stable the coating edge remains.
When coating edges lift, tear, or feather, the instinct is often to “clean it up” quickly. In practice, this is where additional defects are introduced — spreading contamination, damaging adjacent coating, or making the repair more visible than the original issue.
This guide explains how to repair lifted conformal coating edges in a controlled way, without introducing further defects or compromising long-term reliability.
For upstream causes of masking damage and how to prevent it during application, see Masking Application Best Practices.
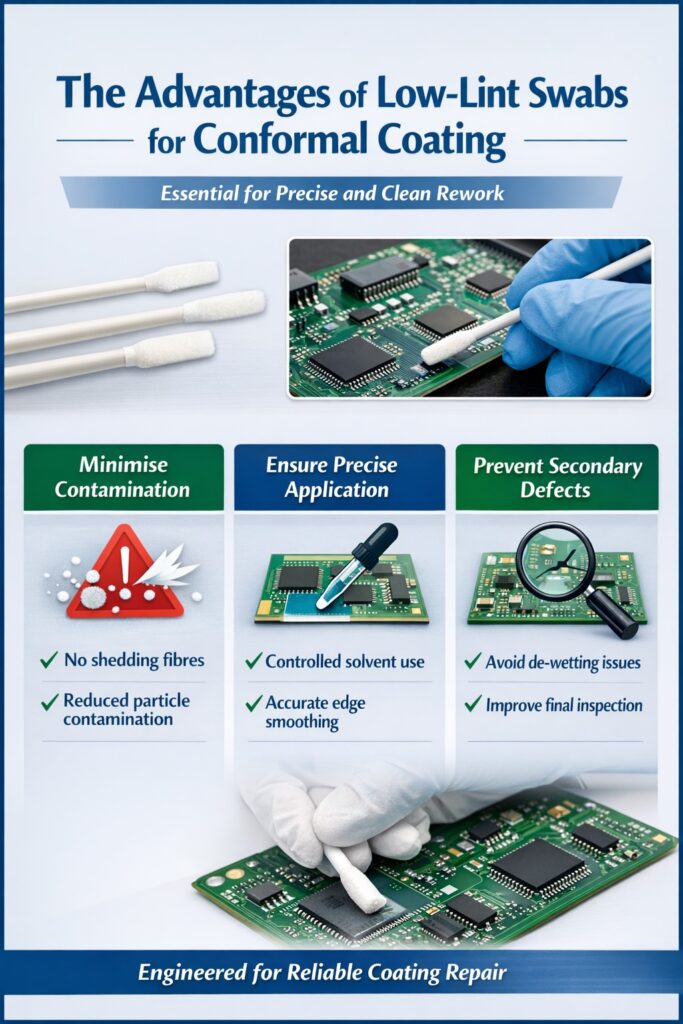
Low-lint swabs enable controlled conformal coating repair by reducing fibre contamination, improving edge definition, and preventing secondary defects during rework.
Why Coating Edges Lift in the First Place
Understanding the cause is critical before attempting repair. Edge lifting is rarely random — it is typically driven by a combination of material behaviour, process conditions, and operator handling.
- Poor adhesion — contamination, poor surface preparation, or incompatible substrates
- Excessive coating thickness — thicker films are more prone to tearing during masking removal
- Cure condition — partially cured coatings behave differently to fully cured films
- Dwell time — long delays between masking and removal increase edge stress
- Operator technique — peel angle, removal speed, and handling can either protect or damage coating edges
In practice, edge damage is usually the result of multiple factors interacting, not a single root cause. Even good operator technique cannot fully compensate for poor adhesion, excessive thickness, or incorrect process timing.
If these factors are not understood, repairs will only treat the symptom — not the underlying process issue.
What Not to Do
Most coating damage during repair is caused by uncontrolled methods. Avoid the following:
- Wiping with cloths or tissues — introduces fibres and spreads contamination
- Aggressive scrubbing — damages surrounding coating and enlarges the defect
- Over-applying solvent — spreads dissolved coating beyond the repair area
- Repeated reworking — weakens the coating system and affects appearance
If the repair method is not controlled, the “fix” often becomes worse than the original defect.
Reality check: Most visible repair defects are introduced during rework rather than during the original coating process.
Correct Method for Repairing Lifted Coating
Effective repair is about control and minimal disturbance, not removal.
Recommended approach
- Use a compatible solvent — matched to the coating chemistry
- Apply solvent locally using a low-lint swab — this allows controlled application without introducing fibres or spreading contamination
- Gently reflow or smooth the edge rather than removing large areas
- Work in one direction to avoid spreading material
- Allow controlled drying before inspection
Low-lint swabs play a key role in this process, allowing controlled solvent application while reducing the risk of fibre contamination — a common source of secondary defects during repair.
Warning: Avoid cotton buds or high-lint swabs during repair. Fibre contamination introduced at this stage can directly affect coating performance and inspection results.
The goal is to restore a clean boundary — not to rework the entire coated area.
Why Tool Selection Matters
The tool used during repair has a direct impact on contamination risk, edge control, and final finish quality.
- Low-lint swabs reduce fibre contamination compared to cloths or paper
- Consistent tip structure allows controlled solvent application
- Precision handling enables localised repair without affecting surrounding areas
Poor-quality swabs or improvised materials can introduce fibres, leave residue, or damage coating edges — especially on fine-pitch assemblies.
Controlled Rework in Practice
In production environments, coating repair should be treated as a defined process step — not an improvised activity.
- Use approved solvents and materials only
- Define when repair is acceptable vs reject
- Train operators on controlled rework techniques
- Inspect repaired areas under appropriate lighting (white light or UV)
This ensures repairs are repeatable, acceptable to inspection, and do not introduce long-term reliability risks.
Recommended Tools for Precision Repair
For controlled coating repair, tool selection should be intentional. In our own coating and rework operations, we use low-lint polyester swabs designed for precision cleaning and localised coating correction.
Warning: Avoid cotton buds or high-lint swabs. While low cost, they can shed fibres into the coating surface, leading to contamination, de-wetting, and visible defects during inspection.
There is often a trade-off between cost and performance. Cotton buds are inexpensive but introduce risk, while specialist cleanroom swabs can be unnecessarily expensive for general coating rework.
Low-lint polyester swabs provide a practical middle ground — controlled performance without excessive cost, making them suitable for everyday conformal coating repair and inspection work.
Support Your Coating Process with the Right Tools
Successful conformal coating repair depends on control — not just technique, but the materials and tools used during rework.
- ✔ Low-lint materials to reduce contamination risk
- ✔ Consistent tip structure for controlled solvent application
- ✔ Proven performance in real coating and rework environments