
Parylene Masking Failures: Common Problems & How to Prevent Them
How to avoid connector contamination, coating creep and demasking damage in production
← Back to the Parylene Process & Reliability Hub
Parylene coatings provide uniform conformal protection across complex geometries. However, many assemblies contain areas that must remain uncoated, including connectors, electrical contacts, grounding points and mating surfaces.
Because Parylene is deposited using a vapour deposition process, it will coat nearly all exposed surfaces unless they are carefully masked.
In production environments, masking errors are one of the most common causes of connector contamination, edge leakage, demasking damage and avoidable rework. This article focuses on where Parylene masking fails in practice, why those failures happen, and how to prevent them with better process discipline.
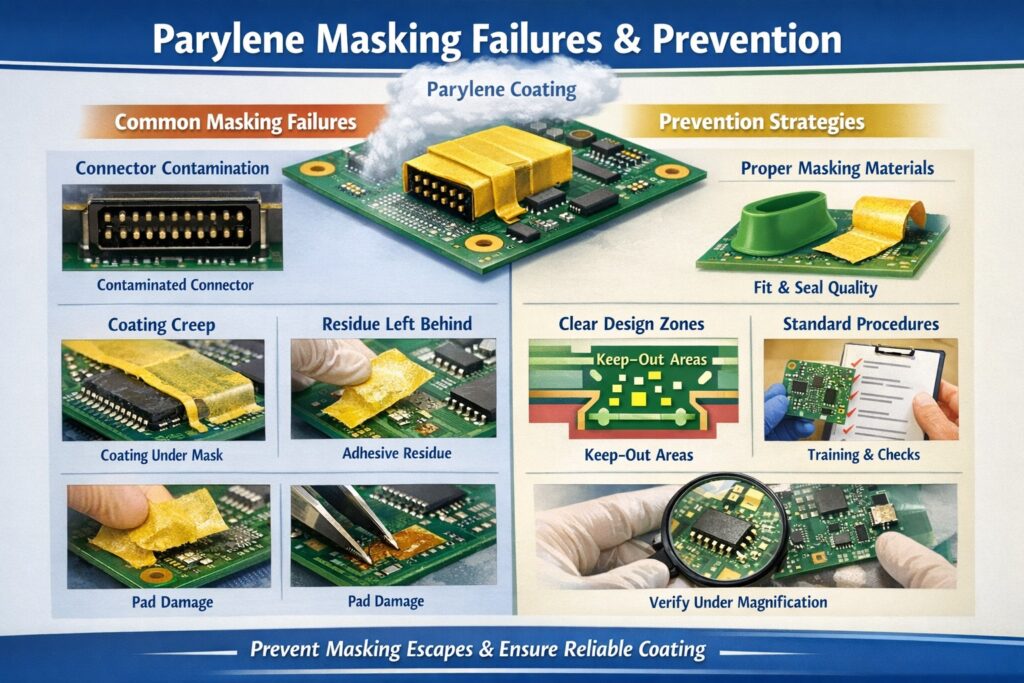
Engineering infographic illustrating common Parylene masking failures such as connector contamination, coating creep and adhesive residue, with practical prevention strategies including proper masking materials, clear design keep-out zones and inspection procedures.
Why Masking Failures Matter in Parylene Coating
Unlike liquid coatings, Parylene vapour penetrates into extremely small gaps and cavities. This allows the coating to reach areas such as:
- beneath electronic components
- inside small clearances
- around complex geometries
- inside connector housings
That capability is what makes Parylene so effective, but it also means that any area requiring electrical contact or mechanical mating must be masked correctly. If masking fails, the result is often not cosmetic — it becomes a functional and reliability issue.
Examples of areas that commonly require masking include electrical connectors, gold contacts, ground pads, test points, switch contacts and threaded surfaces. For assemblies such as Parylene-coated PCBs, masking quality often determines whether the process is production-ready.
Masking Methods: Keep the Basics Simple
Several masking approaches are used depending on assembly design and production volume, including silicone masking boots, custom caps, high-temperature tapes, die-cut masking shapes and dedicated fixtures.
However, this article is not intended to duplicate the general masking overview. For a full introduction to masking materials and methods, see Parylene Masking. For design-stage rules on keep-out zones and masking-friendly geometry, see Parylene Masking Design Requirements.
Common Parylene Masking Failures
The most common masking problems in Parylene production are:
- Coating creep under masking edges where the seal is incomplete or the masking material does not sit correctly
- Connector contamination caused by poor fit, incorrect boot choice or masking movement during handling
- Tape edge lifting allowing localised coating ingress into keep-out areas
- Residue from masking materials left behind after demasking
- Demasking damage where masks tear, pull at edges or damage sensitive components during removal
- Batch inconsistency where different operators create different masking outcomes on the same product
These failures often drive secondary problems such as rework delays, unreliable contacts, unnecessary stripping and poor yield.
Why Masking Failures Happen
Most masking failures are caused by a combination of design, process and handling weaknesses rather than the coating itself. Typical root causes include:
- poor sealing surfaces or awkward connector geometry
- masking materials chosen for convenience rather than fit and repeatability
- insufficient operator standardisation
- masking applied to contaminated or wet surfaces
- excessive variation in loading and handling
- attempting to mask features that were never designed to be masked efficiently
Where contamination or surface condition is part of the problem, see Parylene Adhesion: Causes of Failure & Solutions.
Design Rules That Prevent Masking Problems
Many masking failures can be prevented at the product design stage. Recommended design rules include:
- provide adequate clearance between masked and coated areas
- avoid extremely narrow masking gaps and inaccessible keep-out zones
- ensure masking materials can seal correctly against real surfaces
- allow access for easy mask installation and removal
- minimise trapped volumes where coating vapour may accumulate
Masking design must also consider coating thickness. Typical thickness windows are discussed in the Parylene Thickness Specification Guide.
Production Controls That Improve Masking Repeatability
In high-volume environments, masking must be repeatable and efficient rather than operator-dependent. Useful controls include:
- approved masking kits for each product family
- standard work instructions with photos
- go / no-go checks for connector coverage and seal quality
- defined demasking methods to reduce damage
- training and periodic operator audits
- fixtures that hold parts in consistent orientations during masking and loading
Stable loading and process control are also important. For broader chamber and cycle consistency, see Parylene Process Stability & Yield Optimisation.
Masking vs Post-Coating Removal
In some situations it may be more practical to coat the entire assembly and remove coating selectively afterwards rather than trying to mask an impossible feature perfectly. This trade-off is one reason some manufacturers assess Parylene vs conformal coating differently depending on masking complexity, geometry and rework needs.
Parylene removal methods can include:
- micro-abrasive blasting
- laser ablation
- plasma etching
- chemical stripping in limited cases
Each technique has advantages depending on geometry, coating thickness and local risk. Selective removal is discussed in more detail within the Conformal Coating Removal & Rework Hub.
How to Reduce Parylene Masking Failures
A practical prevention strategy usually includes:
- review masking at design stage rather than after the product is frozen
- choose masking materials based on fit, repeatability and demask behaviour
- standardise installation and removal methods
- verify keep-out areas under magnification before release
- treat recurring masking escapes as process failures, not isolated operator mistakes
If masking escapes are already appearing in production, assess whether the issue is really masking, thickness selection, or deposition access. Related articles include Parylene Deposition: Process Parameters and Parylene Thickness Specification Guide.
Frequently Asked Questions
Why does Parylene require masking?
Parylene vapour deposits uniformly across all exposed surfaces, so areas requiring electrical contact or mechanical mating must be masked before coating.
Can connectors be masked easily?
Yes, but only if the connector geometry suits the masking method. Silicone masking boots are commonly used, but poor fit or inconsistent installation can still cause leakage.
Does masking affect coating quality?
Yes. Poor masking design can lead to coating creep, contamination, demasking damage and inconsistent batch-to-batch results.
Can Parylene be removed instead of masked?
Yes. Techniques such as micro-abrasive blasting can selectively remove coating after deposition, and in some cases this is more practical than trying to mask difficult features.
Is masking necessary for all Parylene coatings?
Most electronic assemblies require some level of masking to protect connectors, contacts, grounding points or functional surfaces.
Why Choose SCH Services?
Partnering with SCH means gaining a complete, integrated platform for Parylene and conformal coating—services, equipment, materials and training—built around process control and repeatability.
- ✈️ 25+ Years – trusted worldwide
- 🛠️ End-to-End Support – coating, masking, validation and inspection
- 📈 Scalable Solutions – prototypes to steady production
- 🌍 Global Reach – support across Europe, North America and Asia
- ✅ Process Control – traceability, coupons and inspection discipline
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
Fast links: Parylene Coating Services | Parylene Training & Support | Parylene Equipment
