
Parylene Process Stability & Yield Optimisation
How to reduce run-to-run variation, prevent “mystery defects” and improve yield in real manufacturing
← Back to the Parylene Process & Reliability Hub
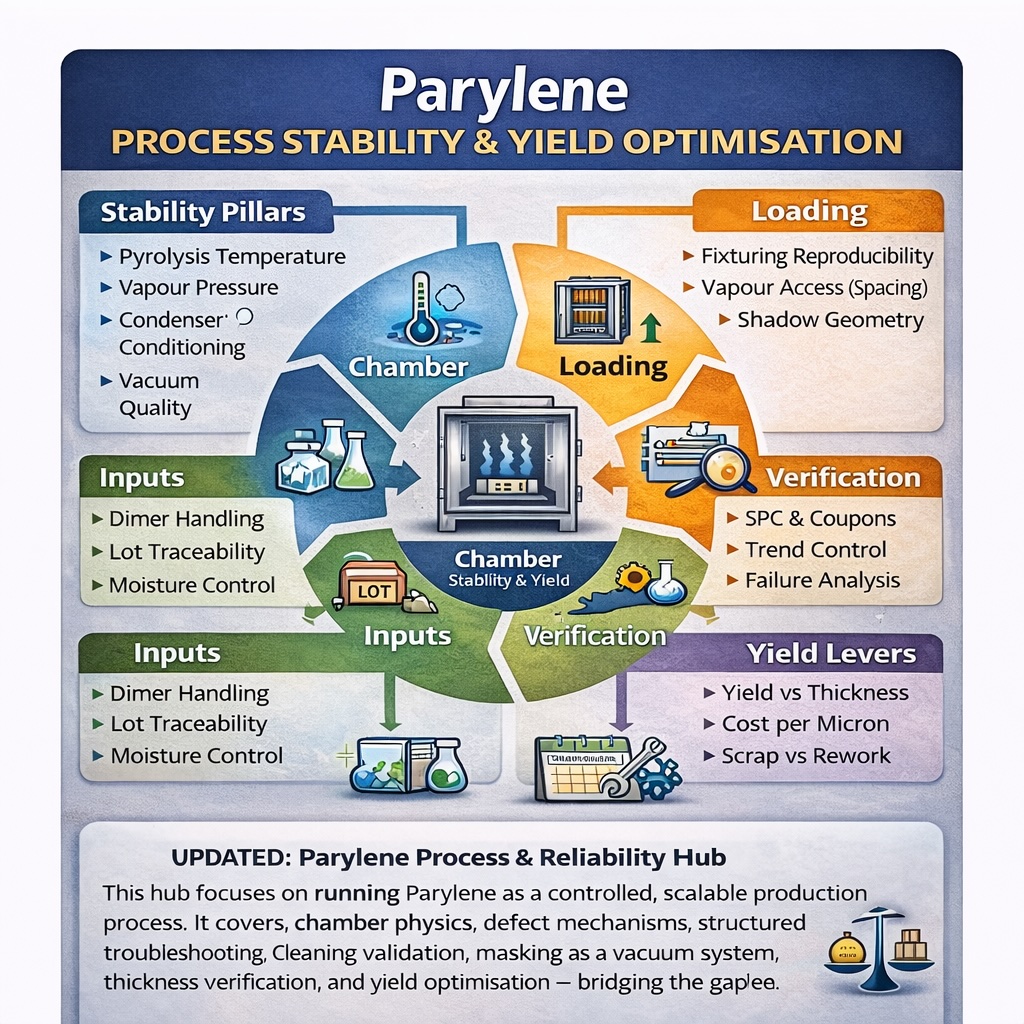
Framework illustrating how controlled inputs, stable chamber cycles, repeatable loading and coupon verification improve Parylene manufacturing yield.
Parylene Process Stability & Yield Optimisation Framework
Stable Parylene production is not accidental — it is engineered. This framework highlights the core controls that convert chamber deposition into a repeatable, scalable manufacturing process: controlled dimer handling, consistent loading geometry, validated cleaning and dry-out discipline, stable cycle parameters, and coupon-based verification on every run.
When inputs are controlled and measured, yield becomes predictable. Variability reduces, defect trends are identified early, and thickness performance stays within defined acceptance bands. This is the difference between reactive troubleshooting and proactive process engineering.
For high-reliability sectors such as aerospace, EV, medical and defence electronics, documented process stability is not just good practice — it is a requirement for audit resilience, scalability and long-term field reliability.
Quick Links
- Why “stability” is the hidden yield driver
- Early warning signals (what to monitor)
- Stability controls (what to standardise)
- Material inputs: dimer handling, moisture & lot traceability
- Loading & fixturing: repeatability and vapour access
- Chamber cycle stability: pressure, temperatures & conditioning
- Verification: coupons, thickness trends & acceptance
- Yield levers: thickness strategy, scrap vs rework, cost control
- FAQs
Why “stability” is the hidden yield driver
In production, a Parylene process can “pass” on one run and fail on the next with the same recipe if inputs or chamber conditions drift. Stability is the discipline of controlling variables so outcomes become predictable. That predictability is what protects yield (quality + throughput + cost).
If you are currently firefighting defects, start with the structured routing article first: Parylene Defects & Failure Mechanisms, then return here to lock long-term stability controls.
Early warning signals (what to monitor)
- Witness coupon drift: thickness trend shifting run-to-run, or localised defects appearing on coupons.
- Optical changes: haze/milkiness emerging intermittently (often points to moisture/outgassing or chamber condition).
- Boundary changes: new edge lift, poor edge definition, or keep-out boundary contamination (often masking/outgassing discipline).
- Geometry sensitivity: thin spots deep in gaps becoming worse (loading/orientation or vapour transport limits).
- Step change events: new dimer lot, new masking material, new cleaning chemistry, maintenance gaps, or a loading pattern change.
Rule: when something changes suddenly, assume an upstream change (cleaning/handling/masking/input) until proven otherwise.
Stability controls (what to standardise)
The fastest way to stabilise yield is to turn “best practice” into standard work with defined controls:
- Freeze the process: hold cleaning, dry-out, masking, dimer lot, loading pattern and recipe constant while you investigate.
- Change one variable at a time: run controlled A/B checks to isolate mechanism. (Use the workflow here: Parylene Troubleshooting Workflow.)
- Prove with evidence: coupons + thickness results + inspection acceptance before release.
- Lock the control: once verified, write it into the traveller/WI, train it, and audit it.
If adhesion or contamination is suspected, use the professional standard article: Parylene Cleaning, Surface Preparation & Adhesion Control.
Material inputs: dimer handling, moisture & lot traceability
- Lot control: record dimer type + lot/COA against every run ID.
- Moisture protection: define storage rules and handling discipline to reduce haze variability and run-to-run drift.
- Contamination control: treat dimer handling and transfer tools as process-critical, not general-purpose.
Selection guidance: Dimer Comparison (N, C, D & AF-4).
Loading & fixturing: repeatability and vapour access
- Repeatable orientation: lock the loading pattern (spacing, orientation, height, and part count).
- Vapour access: avoid creating “shadow” regions or dead-end volumes by inconsistent packing.
- Geometry discipline: treat high-aspect features as design-controlled risks, then verify coverage in those zones.
Design guidance: Clearances, Gaps & Encapsulation Rules.
Chamber cycle stability: pressure, temperatures & conditioning
Stable Parylene deposition depends on repeatable chamber conditions. Drift in vacuum quality, conditioning state, or thermal transitions can increase variability and trigger intermittent defects.
- Vacuum stability: keep pump-down behaviour consistent (leaks, moisture load, volatile load all matter).
- Conditioning & cleanliness: maintain chamber hygiene and a consistent maintenance cadence to reduce defect scatter.
- Thermal management: uncontrolled cool-down and thermal transitions can amplify cracking/flaking risk, especially with thick films, sharp edges, or CTE mismatch assemblies.
Verification: coupons, thickness trends & acceptance
- Coupons every run: treat witness coupons as non-negotiable evidence.
- Trend control: track thickness and key defects over time; investigate drift early.
- Acceptance discipline: define critical zones and inspection evidence before shipping.
Planning concepts that translate directly: Thickness Verification Plans (AQL, Coupons & SPC) and Inspection Acceptance Criteria.
Yield levers: thickness strategy, scrap vs rework, cost control
Yield optimisation is not just “fewer defects”. It’s choosing a thickness strategy that meets dielectric and environment needs without creating geometry-driven thin spots, stress failures, or unnecessary cost per micron.
- Choose thickness intentionally: match dielectric needs, environment severity and geometry limits.
- Optimise cost per micron: stability reduces reruns and scrap, protecting throughput.
- Decide scrap vs rework: use documented acceptance criteria and evidence-based decisions.
Thickness selection guidance: Parylene Thickness Strategy (Dielectric, Geometry & Cost Control).
Is Your Parylene Process Truly Stable?
Process stability depends on controlled cleaning, consistent fixturing, chamber loading discipline, deposition parameters and preventive maintenance. Small variations can compound into yield loss and inconsistent performance.
📈 Request a Process Stability & Yield Review – We can evaluate your cycle consistency, loading strategy and control assumptions to help you build a reliable, production-ready platform.
FAQs
Why do Parylene defects appear “random” in production?
Most “random” defects are stability drift: changes in cleanliness/handling, moisture load, masking outgassing behaviour, loading pattern, dimer lot/handling, or chamber conditioning. Stabilise inputs, use coupons every run, and isolate with controlled A/B checks.
What’s the fastest way to improve Parylene yield?
Freeze variables, then run controlled A/B checks to isolate the mechanism (contamination, outgassing, geometry, stability). Prove improvements with coupons and thickness trends, then lock the control into standard work.
How do we prevent haze or milky appearance from coming and going?
Treat haze as a stability signal: moisture/outgassing load, chamber condition, and dimer storage/handling discipline are common drivers. Improve moisture protection, dry-out control, and chamber hygiene, and track the trend with coupons and inspection evidence.
Why Choose SCH Services?
Partnering with SCH means gaining a complete, integrated platform for Conformal Coating, Parylene & ProShieldESD with equipment, materials, and training, backed by decades of hands-on experience.
- ✈️ 25+ Years – trusted worldwide
- 🔧 End-to-End Support – coating, masking, application, inspection
- 📈 Scalable Solutions – prototypes to steady production
- 🌍 Global Reach – support in EU, NA, Asia
- ✅ Process Control – traceability, coupons, inspection discipline
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
Fast links: Parylene Coating Services | Parylene Training & Support | Consultancy
