
Masking Material Selection for Conformal Coating
Masking is not a “nice-to-have” step in conformal coating — it is a process control decision that directly affects defect risk, rework time, and long-term reliability.
The masking material you select determines how effectively keep-out areas are protected, how cleanly masking removes after coating, and whether secondary problems such as leakage, residue, lifting, or contamination are introduced into the process.
This guide explains how to select masking materials for conformal coating based on the variables that actually matter in production: geometry, dwell time, cure profile, coating chemistry, and inspection requirements. The goal is simple — choose masking materials that do the job without creating defects.
For a practical overview of masking approaches and where each fits, see our Conformal Coating Masking Hub.
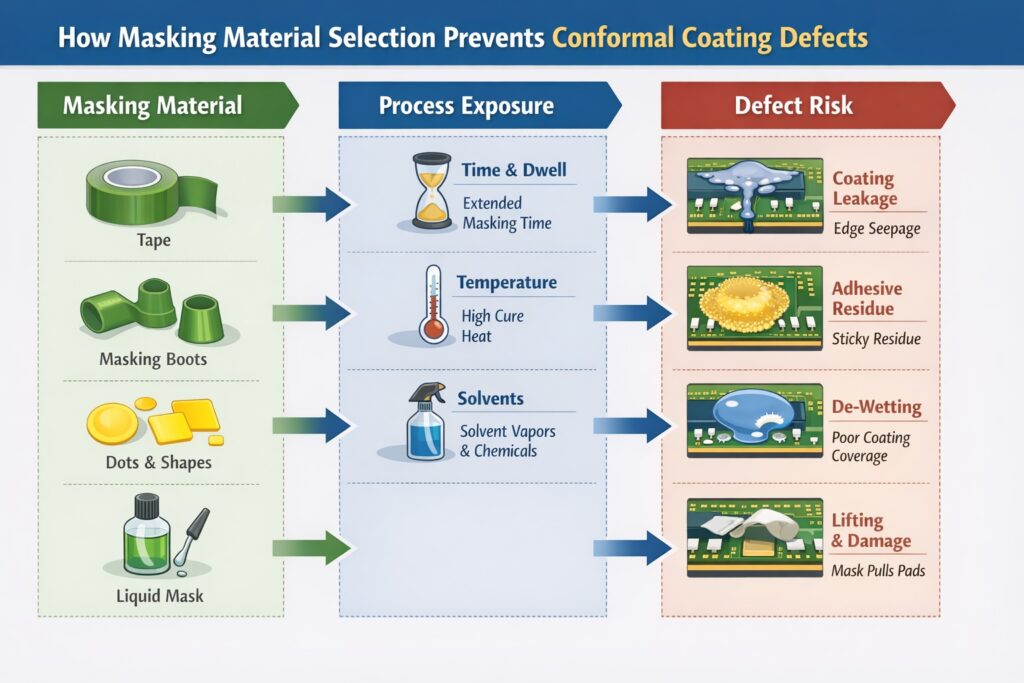
Masking material choice directly influences defect risk, clean removal, and coating reliability in conformal coating processes.
Why Masking Material Choice Matters
Most masking-related defects can be traced back to a mismatch between the masking material and the real process conditions.
In practice, masking materials must achieve three things simultaneously:
- Seal reliably — prevent coating ingress into defined keep-out areas
- Survive the process — tolerate handling, spray forces, dwell time, and cure exposure
- Remove cleanly — without tearing, lifting, residue, or damage to the assembly
When the masking material is wrong, the failure rarely appears immediately. Instead, defects show up later as:
- Coating leakage under mask edges
- Irregular or lifted boundaries
- Adhesive residue causing de-wetting or adhesion issues
- Contamination transfer into critical areas
- Mechanical damage during mask removal
The correct approach is to treat masking materials like any other controlled input: select intentionally, validate under real conditions, then standardise.
Masking Material Categories Used in Conformal Coating
In controlled conformal coating operations, masking typically falls into a small number of material categories. Each has specific strengths and best-fit use cases.
Masking tapes
Masking tapes are used for defined keep-out zones, board edges, planar surfaces, and controlled boundaries.
In production environments, the most reliable approach is to standardise on a silicone-free paper masking tape with a controlled rubber adhesive system, validated specifically for liquid conformal coating processes.
Where tapes work best:
- PCB edges and planar keep-out zones
- Clearly defined boundaries where clean edge control is required
- Applications where predictable removal and residue control are critical
See how this approach is applied in practice on our conformal coating masking tapes page.
Pre-formed masking parts (boots, caps, plugs, sleeves)
Pre-formed masking components are used for connectors, terminals, studs, and repeat high-risk features. They are typically reusable and designed for fast, repeatable application.
Where pre-formed parts work best:
- Connectors, headers, and sockets
- Threaded features and terminals
- High-volume production where tape is slow or inconsistent
Pre-cut dots and masking shapes
Pre-cut dots and shapes are used to protect vias, pads, test points, and defined PCB features. They improve repeatability and reduce operator variability.
Where die-cuts work best:
- Repeatable PCB features (vias, pads, grounding points)
- Selective coating processes
- Situations where speed and consistency matter
For repeatable PCB features, pre-cut solutions such as masking dots and pre-cut masking shapes are typically more consistent than hand-cut tape.
Liquid masking compounds
Liquid masks are applied as brush-on or dispense-on materials that dry or cure to form a peelable barrier.
Where liquid masks work best:
- Complex or irregular geometry
- Small cavities or recessed features
- Areas where tape or die-cuts cannot conform effectively
Important: Liquid masks introduce their own risks — incomplete cure, residue, edge leakage, or incompatibility with coating chemistry — and must always be validated against the full process.
Adhesive Strength vs Residue Risk
A common masking mistake is assuming that stronger adhesion automatically means better masking. In reality, masking selection is a balance between:
- Adhesion — staying in place through handling, spraying, dipping, and cure
- Clean removal — avoiding residue, tearing, or substrate damage
Adhesive residue is more than cosmetic. It acts as a contamination layer that can interfere with coating behaviour, leading to:
- Localised de-wetting around masked areas
- Intercoat or spot adhesion failures
- Inconsistent boundaries that fail inspection
Dwell time matters. A masking tape that removes cleanly after 30 minutes may behave very differently after several hours or overnight — especially if exposed to elevated temperature, UV inspection lighting, or solvent vapour.
Practical indicator: If operators need to pick at tape edges, use solvents to release adhesion, or remove masking in fragments, the material is wrong for the process — even if it appears to seal well.
Temperature and Chemical Compatibility
Masking materials must tolerate both the thermal profile and the chemical environment created by the coating process.
Temperature exposure
Consider the full thermal history, not just the final cure:
- Pre-heats, flash-off periods, and staged cures
- Localised heating near high thermal-mass components
- Time-at-temperature (short spikes vs long soaks)
If an adhesive softens, flows, or embrittles at temperature, defects such as edge leakage, residue, or tearing will occur.
Solvent and chemistry exposure
Even when masking does not contact liquid coating directly, it may still be exposed to:
- Solvent vapour during flash-off
- Cleaning agents used pre-coating
- Thinners introduced during rework or removal
Always validate masking against the specific coating chemistry and real dwell times.
Coating-specific considerations
- Acrylics: solvent exposure can soften adhesives and cause residue
- Polyurethanes: aggressive solvents and long cure windows increase risk
- Silicones: forgiving in some respects, but poor masking still causes leakage
- Parylene: masking must tolerate vacuum and prevent vapour ingress
Common Masking Material Selection Mistakes
Most masking failures are repeatable — which means they are preventable.
- Choosing masking based on availability rather than compatibility
- Using one masking material for all features regardless of geometry
- Ignoring dwell time between masking, coating, and removal
- Failing to validate masking against the full cure profile
- Relying on operator improvisation instead of standardised kits
- Reusing materials not designed for reuse
Best practice: For each assembly type, define an approved masking set (tapes, boots, dots, shapes, and liquid mask where required), validate it under real process conditions, and document it in work instructions with inspection criteria.
Masking material selection should be treated as a controlled variable, not a last-minute decision — because it is one of the highest-leverage ways to reduce conformal coating defects before they occur.
Many of these issues are covered in more detail in our Masking-Related Conformal Coating Defects guide.
