
Conformal Coating Inspection Workflow & Standard Work (WI Pack)
An Audit-Ready Inspection Procedure for Consistent Accept / Rework Decisions
Conformal coating inspection workflow is where quality is either controlled or left to interpretation. Most “inspection failures” are not a lack of inspection — they are a lack of standard work: inconsistent sequencing, uncontrolled cure state, unclear risk zones, and opinion-based disposition decisions.
This guide turns inspection into a repeatable control system your team can run consistently across operators, shifts, and customers. It is designed as a practical reference you can convert directly into a work instruction (WI), audit pack, or training module.
This article sits within SCH’s Conformal Coating Inspection & Quality Hub, alongside: Standards & Methods, Acceptance Criteria, UV Inspection, and Thickness Verification.
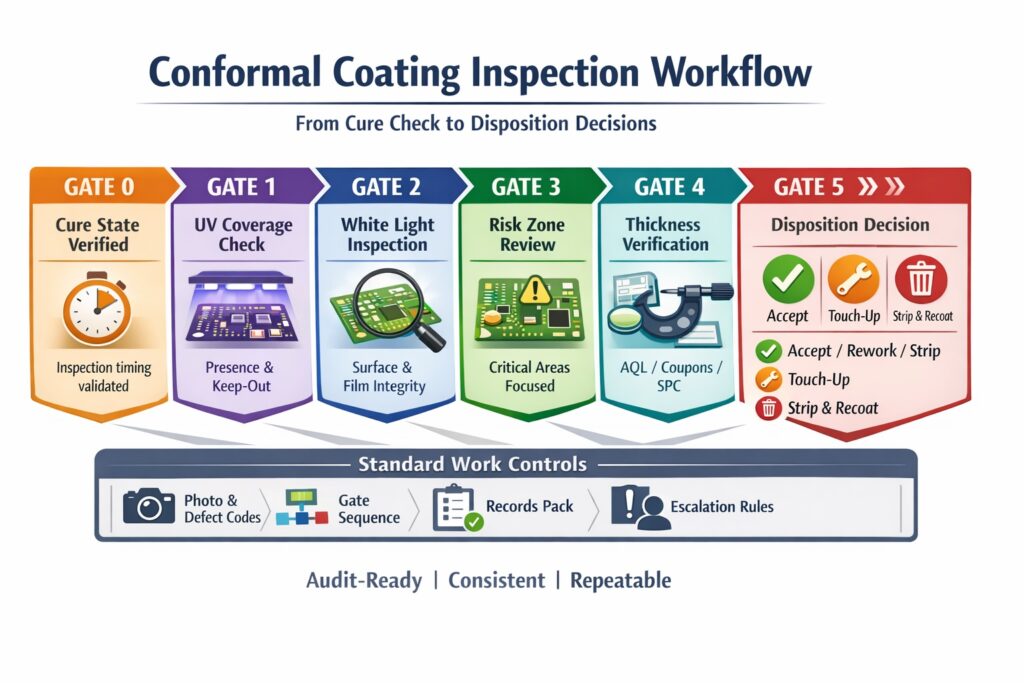
Standardised conformal coating inspection workflow showing cure-stage gating, UV and white light inspection sequence, risk zone prioritisation, and accept / rework decision control.
Quick Links
- ✅ Inspection principles
- 🧭 The gated inspection workflow
- ⏱ Cure state gating
- 🔦 UV first → white light second
- 🎯 Risk zone prioritisation
- 📷 Photo standards & defect tagging
- 🏷 Defect classification codes
- ♻️ Disposition logic (accept / touch-up / strip)
- 🧑🏭 Operator escalation rules
- 📄 Audit-ready WI examples
- 📋 Copy-paste checklist
- 📚 FAQs
Inspection Principles (Non-Negotiables)
- Inspection is a control system. It must produce consistent decisions, not opinions.
- Functional risk beats cosmetics. Appearance matters only when it indicates a defect mechanism.
- Sequence matters. The order of checks reduces false rejects and defect escapes.
- Evidence matters. Photos, measurements and records make decisions defensible and auditable.
- Disposition must be standardised. “Touch-up” is controlled work, not improvisation.
For the decision framework behind accept/rework calls, use: Conformal Coating Inspection Acceptance Criteria.
The Gated Inspection Workflow (Master Flow)
This is the practical sequence used to reduce variation and control escapes. It is deliberately structured so each stage answers a different question.
- Gate 0 — Cure State Verified (inspection timing is valid)
- Gate 1 — UV (UVA) Coverage & Boundary Check (presence + keep-out compliance)
- Gate 2 — White Light Surface & Film Integrity Check (texture, contamination, bubbles, cracks, lift)
- Gate 3 — Risk Zone Targeted Check (known failure zones, geometry traps)
- Gate 4 — Verification Plan Evidence (thickness plan, coupons, AQL/SPC where required)
- Gate 5 — Disposition (accept / touch-up / strip & recoat) + record pack
UV details: UV (UVA) Inspection: Coverage & Edge Definition.
Thickness evidence: Thickness Verification Plans (AQL, Coupons, SPC).
Cure State Gating (Stop False Rejects)
Inspection must not begin until the coating is in the correct cure state for handling and evaluation. Inspecting too early creates false rejects (soft film marks, stringing, edge disturbance) and false confidence (defects that develop post-cure).
- Define the inspection window in your process: “post-cure” vs “tack-free” vs “handling cure”.
- Control environmental conditions (temperature/humidity) where they affect cure.
- Record cure status as part of the batch record / router (time, cure profile, oven ID if used).
If inspection and rework are frequent, the root cause is usually upstream process control. Standards context: Conformal Coating Inspection: Standards & Methods.
UV First → White Light Second (Why the Sequence Matters)
UV inspection is the fastest way to confirm coating presence and keep-out compliance across a full assembly. White light inspection then verifies film integrity and surface condition.
- UV stage answers: “Is coating present where it must be? Is it absent where it must not be?”
- White light stage answers: “Is the film stable, clean, and mechanically intact?”
UV is also extremely helpful for identifying bubbles (especially when dye concentrates around void edges), but it does not prove thickness on its own. See: UV (UVA) Inspection.
Risk Zone Prioritisation (Where Escapes Happen)
A full-board scan is necessary — but not sufficient. Risk-based inspection focuses effort where defects are most likely and most damaging.
- Keep-out zones: connectors, mating surfaces, test pads, switch contacts, heatsink interfaces.
- Geometry traps: under-component shadow zones, tight gaps, high standoff variance, tall-part wake zones.
- Electrical risk: high voltage/high impedance, fine pitch, contamination-sensitive nodes.
- Mask boundaries: edges, latex/tape interfaces, boot seals, demask stress points.
Where risk zones are repeatedly failing, link inspection findings back to defect mechanisms in the Defects Hub:
Conformal Coating Defects Hub.
Related articles: A structured inspection workflow improves consistency, but it will not eliminate defects if the process itself is unstable. For a practical guide to the upstream causes of repeat coating issues — including contamination, compressed air quality, cleaning and handling — see Why Conformal Coating Processes Fail.
For a high-reliability workmanship perspective on how cleanliness, documentation, inspection discipline and process control fit together in critical environments, see What NASA Gets Right About Conformal Coating.
Photo Standards & Defect Tagging
If you cannot show the defect clearly, you cannot control it. Photo standards reduce arguments, improve traceability, and speed up disposition decisions.
- Always capture: one wide view (context) + one close view (detail).
- Specify lighting: UV image for coverage/boundary + white-light image for texture/film integrity.
- Include a reference: board ID, location reference (component designator), and date/time.
- Use consistent naming: Job-Lot-BoardID-Location-DefectCode-Stage.jpg
Defect Classification Codes (Simple, Practical)
A defect code system makes inspection data searchable and actionable. Keep it simple and map each code to a clear mechanism and disposition rule.
Use your acceptance rules as the authority reference for final disposition: Inspection Acceptance Criteria.
Disposition Logic (Accept / Touch-Up / Strip & Recoat)
Disposition must be fast and consistent. Use three questions to prevent debate:
- Functional risk: does it create leakage/bridging/keep-out violation/contamination risk?
- Stability: will it worsen with humidity, thermal cycling, vibration or handling?
- Systemic indicator: does it suggest contamination, cure error, or masking/process failure?
- Accept when there is no functional risk and the finding is stable.
- Touch-up when the base film is sound and the correction is local and controlled.
- Strip & recoat when the defect indicates contamination, adhesion/cure failure, or systemic process breakdown.
Use the decision rules here: Inspection Acceptance Criteria.
Operator Escalation Rules
Escalation removes ambiguity and protects quality. Define “stop” triggers that require QA/engineering review.
- Stop & escalate if the defect repeats across boards in a lot (trend indicator).
- Stop & escalate if keep-out violations affect connectors/mating areas.
- Stop & escalate if adhesion/cure is suspected (lift, tearing, widespread texture change).
- Stop & escalate if inspection cannot classify the defect confidently.
Audit-Ready WI Pack (What to Include)
To convert this into a complete shop-floor WI, include:
- Scope: product types, coating chemistries, inspection stage(s).
- Equipment: UV booth type, white light requirements, magnification, calibration status.
- Sequence: the gated flow with pass/fail criteria per gate.
- Risk zones: defined check points with photos or diagrams.
- Defect codes: allowed categories + example photos per code.
- Disposition rules: accept/touch-up/strip triggers + who approves each.
- Records pack: photo naming, traceability fields, coupon IDs, SPC requirements.
Inspection Workflow Checklist (Copy Into Your WI)
- Cure state verified (defined window) before inspection begins
- UV inspection completed: coverage present where required + keep-out compliance verified
- White light inspection completed: film integrity + contamination/texture/bubbles/cracks checked
- Risk zones checked: keep-outs, geometry traps, electrical risk nodes, mask boundaries
- Thickness evidence captured per plan (coupons/AQL/SPC where applicable)
- Defect coded + photos captured (UV + white) with consistent naming and board/location reference
- Disposition applied using standard rules (accept / touch-up / strip & recoat) with approvals recorded
FAQs
Why must UV inspection come first?
Because it is the fastest way to confirm coating presence and keep-out compliance across the whole assembly, before spending time on deeper inspection.
Can UV inspection find bubbles?
Yes — UV is extremely helpful for bubble identification in many systems, but results depend on coating type, dye behaviour, and lighting. Always confirm suspicious findings with white light/magnification where needed.
Is this workflow IPC compliant?
This workflow is designed to align with IPC intent and typical high-reliability expectations, but final criteria must be validated against the applicable standards and customer specifications for your product.
Need Help Implementing a Robust Inspection System?
If inspection decisions vary between operators or shifts, you don’t have inspection control — you have opinion. SCH can help you standardise inspection, reduce rework, and make acceptance decisions defensible.
🛠 Consultancy & Process Optimisation
- Inspection workflow design: gates, risk zones, defect codes, and disposition rules
- Audit-ready documentation support: WI packs, record templates, evidence standards
- Root cause support when inspection repeatedly flags the same issues
🎓 Technical Training
- Inspection discipline aligned to IPC intent and real defect mechanisms
- Practical UV interpretation + white light and magnification skills
- Repair / rework control and “when to strip” decision rules
