
Parylene Chamber Stability & Deposition Control
How to control pressure, temperature and chamber behaviour for stable, repeatable Parylene deposition
Parylene deposition is often described through recipe values such as pressure, temperature, and cycle time. In real production, however, those numbers only matter if the chamber behaves consistently from run to run. A stable setpoint is not the same thing as a stable process.
Variability in pump-down behaviour, thermal performance, chamber conditioning, moisture load, or vapour transport can all shift deposition behaviour even when the nominal recipe appears unchanged. This is why effective chamber control depends on managing the deposition system as a live process rather than a fixed programme.
This article explains how deposition behaviour becomes unstable, which chamber-related variables matter most, and how to reduce drift before it appears as haze, pinholes, thickness scatter, or inconsistent coverage. For the wider system framework, see Parylene as a Manufacturing System.
A stable recipe does not guarantee a stable process — chamber behaviour determines the result.
The diagram below shows how chamber inputs, process parameters, and system behaviour interact to influence coating consistency and production yield.
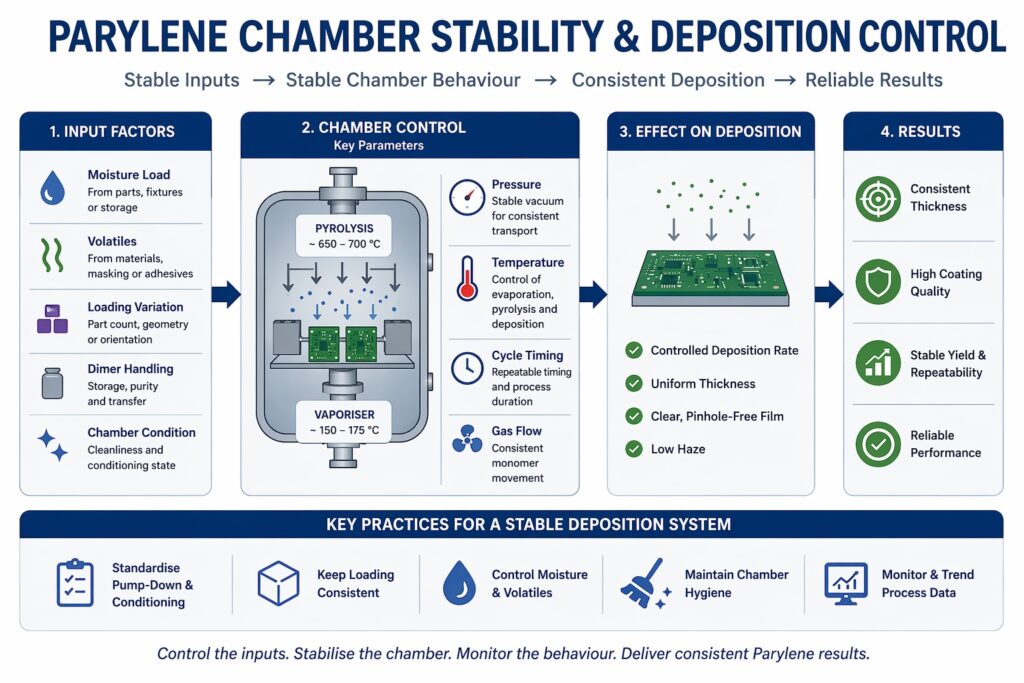
Parylene chamber stability and deposition control framework showing how input control and chamber parameters drive consistent coating performance and production yield.
Why deposition system control matters
Parylene coating quality is shaped by how monomer is generated, transported, and deposited across the available surfaces inside the chamber. That means the system must remain stable not only at the start of the run, but throughout the full deposition cycle.
This is one part of a wider control framework. Chamber stability only works when material inputs, surface condition, loading discipline, and verification are also controlled. For the full system-level view, see Parylene as a Manufacturing System.
When chamber behaviour drifts, the result is often described as “random variation”. In practice, the pattern is usually more predictable than it looks. Unstable pressure, moisture load, inconsistent thermal behaviour, or weak conditioning can all influence deposition rate, optical quality, thickness distribution, and coverage in difficult geometry.
This is also why chamber control sits between the broader Parylene manufacturing system and the more practical Parylene Troubleshooting Workflow. It explains how the deposition engine behaves before problems become visible on the part.
Quick Links
- How chamber behaviour affects coating outcome
- Critical process parameters to control
- Common causes of chamber drift
- Pump-down, moisture load and volatile behaviour
- Thermal control: evaporation, pyrolysis and deposition consistency
- How loading changes chamber behaviour
- Monitoring, verification and early warning signals
- Practical steps to stabilise the deposition system
- FAQs
How chamber behaviour affects coating outcome
Parylene deposition depends on a linked sequence: dimer must vaporise correctly, pyrolysis must convert it efficiently, the monomer must move consistently through the chamber, and deposition must occur under stable conditions on the available surfaces. Any instability in that sequence can influence the final coating even if the target thickness appears nominally unchanged.
- Deposition rate changes can affect thickness consistency and surface quality.
- Pressure instability can alter transport behaviour and increase run-to-run scatter.
- Thermal drift can influence vaporisation and pyrolysis efficiency.
- Conditioning changes can shift how the chamber behaves at the start and during the run.
- Moisture or volatile load can contribute to haze, voids, or weak repeatability.
When these effects combine, engineers often see the same symptom appearing differently across batches. That is why chamber behaviour must be treated as part of process control, not just equipment operation.
Critical process parameters to control
Setpoints matter, but only if they remain stable and meaningful under real loading conditions. The most important control variables are those that influence actual deposition behaviour, not just what the programme says should happen.
Pressure control
Stable vacuum conditions support repeatable monomer transport and deposition rate. Pressure variation during the cycle can indicate leaks, moisture load changes, volatile burden, or inconsistent chamber state.
Temperature control
Temperature stability influences vaporisation, pyrolysis efficiency, and the balance between intended process behaviour and drift. Small thermal inconsistencies can show up as coating variation rather than obvious machine alarms.
Cycle duration and timing
If the system takes longer or behaves differently without intentional change, that is often an early warning sign. Cycle timing drift should be treated as process evidence, not ignored as harmless variation.
Deposition behaviour under load
The chamber does not behave the same way under every batch condition. Part count, geometry, absorbed moisture, and volatile load all interact with the programmed process and can change real behaviour even when the recipe is identical.
This is where deposition control links directly to Parylene Process Stability & Yield Optimisation, because unstable chamber behaviour quickly becomes a yield problem if it is not controlled.
If cycle time changes without intent, the system is not stable.
Common causes of chamber drift
Chamber drift rarely comes from one dramatic failure. More often it develops through small, cumulative changes that gradually reduce repeatability.
- Moisture variation from parts, fixtures, packaging, or storage conditions
- Volatile contamination from masking materials, polymers, adhesives, or incomplete dry-out
- Internal contamination build-up affecting chamber cleanliness or conditioning state
- Loading inconsistency changing flow paths, vapour access, and effective chamber behaviour
- Dimer handling variation including storage discipline and transfer practice
- Maintenance gaps causing chamber condition to drift over time
These factors are easy to underestimate because they often change the process before they create an obvious visible defect. By the time symptoms appear, the underlying drift may already be established.
Where drift starts showing up as visible failures, the next step is not to adjust multiple variables at once. Use the Parylene Troubleshooting Workflow to isolate the mechanism through controlled A/B checks before making changes to the process.
Pump-down, moisture load and volatile behaviour
Pump-down is not just a start-up step. It reveals how much moisture, solvent, or volatile burden the system is carrying into the deposition cycle. If that burden changes, chamber behaviour changes with it.
- Moisture-heavy loads can shift vacuum behaviour and increase haze risk.
- Volatile materials can disturb surface quality and repeatability.
- Poor dry-out discipline can create intermittent defects that appear process-related but actually begin upstream.
- Packaging and storage conditions can influence what enters the chamber before the run even starts.
This is why cleaning, dry-out, and material preparation cannot be separated from chamber control. They directly affect what the chamber has to manage under vacuum.
For the upstream control side of this, see Parylene Cleaning, Surface Preparation & Adhesion Control.
Thermal control: evaporation, pyrolysis and deposition consistency
Thermal stability matters across the full deposition sequence. It influences how reliably dimer is vaporised, how efficiently it is pyrolysed, and how repeatably the chamber supports the final deposition phase.
- Vaporisation behaviour must remain consistent to avoid changing monomer availability.
- Pyrolysis efficiency affects how effectively the material is converted before entering the chamber.
- Thermal transitions can influence consistency from run to run, especially where maintenance, startup state, or load condition varies.
In practice, thermal drift rarely announces itself clearly. More often it appears as gradual thickness scatter, optical variation, or unstable yield. That is why chamber thermal behaviour should be monitored as a stability variable, not just assumed from the programme settings.
Where thermal drift affects effective build or coating behaviour, the result is not just a chamber issue but a thickness control issue as well. For the production implications of this, see Parylene Thickness Strategy.
How loading changes chamber behaviour
Loading is often treated as separate from chamber control, but in production they are tightly linked. Different part densities, orientations, geometries, and material combinations can change how the chamber behaves during the run.
- Batch density influences the effective process environment.
- Orientation and spacing influence vapour access and repeatability.
- Mixed materials can change moisture and volatile burden across the load.
- Complex geometry can increase sensitivity to drift that would not show on simple witness parts.
This is why “same recipe, different result” often turns out to be a loading problem interacting with chamber behaviour rather than a recipe failure alone.
For the wider geometry side of this, see Parylene Clearances, Gaps & Encapsulation Rules. For output implications, see Parylene Thickness Strategy.
Monitoring, verification and early warning signals
The goal of monitoring is not just to confirm that a run passed. It is to identify drift before the process becomes unstable enough to damage yield.
- Witness coupons every run to confirm thickness and visible trend behaviour
- Cycle record review to identify unexpected timing or stability changes
- Defect trend awareness rather than one-off pass/fail thinking
- Correlation of chamber behaviour with output to separate symptoms from causes
Good monitoring creates evidence. Without it, chamber drift is often only recognised after scrap, rework, or unstable customer output has already appeared.
When chamber behaviour is stable and monitored correctly, the result is improved repeatability and yield. For a production-level view of how this translates into stable output, see Parylene Process Stability & Yield Optimisation.
Practical steps to stabilise the deposition system
Stable deposition is achieved through consistency, not repeated adjustment. The aim is to control what enters the chamber, keep chamber behaviour repeatable, and detect drift early enough to act before yield suffers.
- Standardise pump-down and pre-conditioning so the chamber starts from a controlled state.
- Keep loading patterns consistent including orientation, spacing, and batch definition.
- Control dimer handling and storage as part of process discipline, not general material handling.
- Maintain chamber hygiene and maintenance cadence to reduce drift over time.
- Use coupons and trend review routinely so unstable behaviour is identified before it becomes a defect problem.
- Escalate drift systematically rather than compensating with informal operator adjustments.
At that point, deposition control becomes part of a stable manufacturing system rather than a sequence of isolated runs.
These steps form the chamber-level control layer within a wider manufacturing system. When combined with stable inputs, surface preparation, and verification, they enable consistent, scalable Parylene production.
FAQs
Why can the same Parylene recipe give different results?
Because the chamber may not be behaving the same way from run to run. Changes in moisture load, chamber condition, loading, dimer handling, or thermal behaviour can all affect deposition even if the nominal recipe remains unchanged.
What is the difference between recipe control and system control?
Recipe control is the programmed set of target values. System control is whether the chamber and surrounding process actually behave consistently under real production conditions. Stable setpoints do not guarantee stable outcomes if the live system drifts.
What are the earliest signs of chamber drift?
Early signs often include cycle timing changes, haze appearing intermittently, coupon thickness drift, new optical variation, or defect behaviour that moves without intentional process change.
Can chamber drift be caused by upstream problems?
Yes. Poor dry-out, volatile masking materials, absorbed moisture, inconsistent loading, or weak material handling can all change how the chamber behaves. Chamber instability often starts outside the chamber itself.
Why Choose SCH Services?
Stable Parylene deposition depends on more than having a chamber. It depends on understanding how chamber behaviour, upstream condition, verification, and process discipline work together in production.
- 🧪 Process control support – practical guidance on deposition stability and drift reduction
- 🔍 Engineering-led troubleshooting – link chamber behaviour to real coating outcomes
- 📈 Scalable production thinking – move from unstable runs to controlled repeatability
Fast links: Parylene Coating Services | Parylene Training & Support | Parylene Equipment
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com | 💬 Contact Us ›
