
How to Identify Unknown Conformal Coatings on PCBs (IPC-7711 Method)
If you’re reworking or repairing a PCB and need to identify unknown conformal coatings, the biggest risk is choosing the wrong removal method and damaging the assembly. IPC-7711/7721 describes a practical, standards-based approach to understanding coating behaviour using simple observations and controlled tests in a non-critical area.
Quick Links
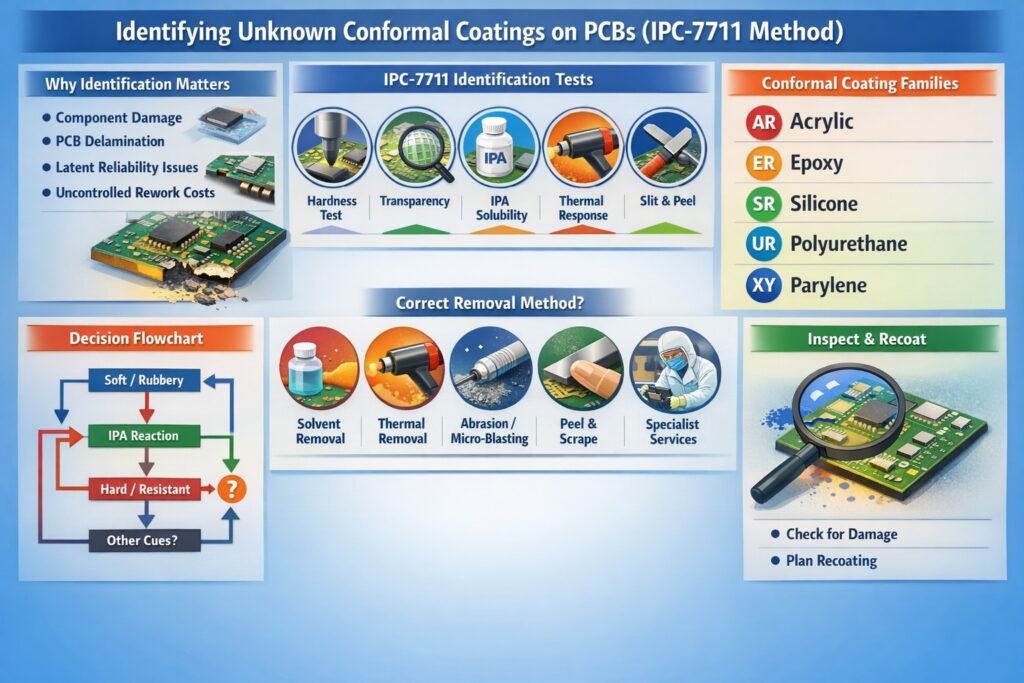
- Why identification must happen before removal
- What IPC-7711 requires (plain English)
- The five conformal coating families (IPC-CC-830)
- The six IPC identification tests
- Decision logic flow (practical identification)
- Selecting the correct removal method by coating type
- Why Parylene is a special case
- Inspection after removal
- Common mistakes and myths
- When to use a specialist rework partner
Why identification must happen before removal
Different coating chemistries respond very differently to solvents, heat, mechanical abrasion, and micro-abrasion. If you start removal without identification, you risk:
- Component damage (softened plastics, markings erased, seals compromised)
- PCB damage (lifted solder mask, exposed copper, delamination, pad damage)
- Latent reliability issues (micro-cracks, contamination traps, reduced recoat adhesion)
- Uncontrolled rework time/cost due to trial-and-error removal
What IPC-7711 requires (plain English)
IPC’s approach is pragmatic: if the original build records or labels aren’t available, you can still identify coating type using simple observation and controlled testing. IPC emphasises:
- Test in a non-critical area first.
- Use isopropyl alcohol (IPA) for a limited solubility check (avoid harsh solvents and immersion).
- Use a controlled thermal test (start low and increase gradually).
- Consider multiple characteristics together (hardness, heat response, solubility, etc.).
The five conformal coating families (IPC-CC-830)
IPC-CC-830 recognises five primary coating families. In practice, the removal difficulty and risk can vary significantly between them:
The six IPC identification tests
1) Hardness (penetration test)
Perform a light penetration/scratch test in a non-critical area to assess relative hardness:
- Hard coatings tend to respond better to controlled abrasive methods.
- Soft/gummy coatings tend to respond better to brushing/controlled mechanical methods (often with process aids).
2) Transparency / visibility
Transparency affects removal controllability:
- Transparent coatings typically allow better visual control during rework.
- Opaque coatings demand slower, more controlled removal to avoid damage to hidden features.
3) Solubility (IPA-limited test)
IPC advises limiting solvent testing and use to isopropyl alcohol (IPA) unless other maintenance actions explicitly direct otherwise.
- Brush a small quantity onto a non-critical area and observe any softening, tackiness, or dissolution.
- Do not immerse printed board assemblies in harsh solvents.
4) Thermal reaction (controlled ramp)
Use a controlled thermal parting device (without a cutting edge) to test heat response:
- Start at a low temperature (IPC indicates ~100°C) and increase gradually.
- If the coating flows or gums, the temperature may be too high or the coating may be unsuitable for thermal removal.
Practical note: in modern assemblies, treat thermal testing as high risk around plastics, connector bodies, labels, and sensitive components. Use shielding and localised application wherever possible.
5) Stripability (slit-and-peel feasibility)
Carefully slit the coating with a sharp blade and attempt to peel it back.
- Because conformal coatings are designed to adhere strongly, purely “peel-off” removal without chemical aids is often limited.
- This test is still useful as an indicator of brittleness, flaking, or stretching behaviour.
6) Thickness and geometry (visual cues)
IPC indicates thickness can be estimated by visual inspection:
- Thin coatings: sharp component outlines, minimal fillets at lead-to-board interfaces.
- Thick coatings: softened outlines, visible fillets where leads meet the PCB.
Engineering interpretation (important): use thickness here as a visual behaviour cue rather than a numeric pass/fail measure. In practice, thickness alone rarely identifies chemistry, but it does influence the safest removal approach.
Decision logic flow (practical identification)
IPC provides a flow approach using observable behaviour such as soft/rubbery feel, reaction to heat, reaction to alcohol, surface appearance (glossy/dull), and some distinctive outcomes (e.g. powdering).
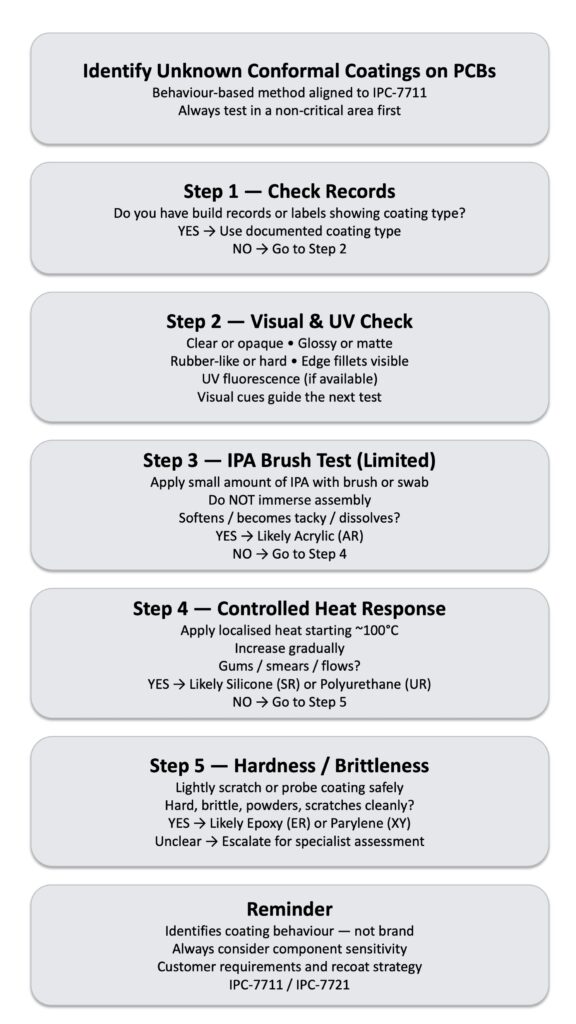
- Soft/rubbery/spongy behaviour tends to suggest silicone or polyurethane families.
- Noticeable reaction to IPA is commonly associated with acrylic/lacquer-type behaviour.
- Hard, strongly bonded behaviour with limited solvent response often points toward epoxy or Parylene-type behaviour (confirm using multiple cues).
Selecting the correct removal method by coating type
IPC lists several removal methods and indicates a preferred order by coating family. In practice, more than one method may be required to achieve safe access and clean edges.
Related removal methods:
- Solvent-based conformal coating removal
- Thermal removal – controlled heat softening
- Grinding & scraping – when it’s appropriate (coming soon)
- Micro-abrasive blasting process
Why Parylene is a special case
Parylene (paraxylylene) coatings are deposited from vapour and form highly conformal, continuous films that can be difficult to remove cleanly with solvents or heat alone. For controlled “access windows” around pads, joints, or test points, micro-abrasion is often the most controllable approach, especially when you need tight edge definition and minimal collateral damage.
- Use tight masking and process controls to prevent abrasive migration.
- Verify removal under magnification and UV/visual inspection.
- Plan recoat strategy early (surface prep and adhesion readiness).
Inspection after removal
IPC indicates visual examination and/or UV light may be used to confirm coating removal. After removal, inspect the PCB assembly for any damage caused by the removal process before continuing rework or recoating.
- Check for lifted solder mask, copper exposure, pad damage, and component marking loss.
- Confirm clean edges and absence of residue where recoat adhesion is required.
- Where relevant, consider contamination control and cleaning verification before recoating.
Common mistakes and myths
- Myth: “Just try a stronger solvent.”
Reality: aggressive solvents can attack plastics, solder mask, and component materials — IPC warns against harsh solvent immersion. - Myth: “Thickness tells you the chemistry.”
Reality: thickness changes the safest removal approach, but it rarely proves chemistry on its own. - Myth: “Heat will always lift the coating.”
Reality: some coatings gum/flow with heat; uncontrolled temperature creates damage risk. - Myth: “You must know the brand.”
Reality: IPC’s method is behaviour-based — brand identification is not essential to plan safe removal.
Need help identifying or removing a coating safely?
If you’re working with high-value assemblies, safety-critical electronics, or unknown coating histories, a controlled approach reduces the risk of board damage, latent defects, and unnecessary rework cost. SCH supports customers with coating identification, controlled removal, inspection and recoat strategy — using the same IPC-driven principles outlined above.
Recommended next steps (technical):
- Select the safest route using Conformal Coating Removal Methods (Wet & Micro-abrasion).
- If Parylene is likely, follow Parylene Removal: Precision Micro-abrasion.
- For repeatability, use Micro-Abrasive Blasting Process Guide.
Or contact SCH with the coating behaviour you’re seeing (IPA response, heat response, hardness) and the area you need to rework.
