
Ultimate Guide to Conformal Coating Removal – UK & Europe (Vaniman Systems)
This conformal coating removal guide explains how to identify common coating types, choose the safest removal method, and apply micro-abrasive blasting best practice for controlled PCB rework. It is written for UK and European manufacturing environments where ESD control, repeatability, and traceability matter — and it aligns with the practical expectations of IPC-style workmanship and quality systems.
SCH distributes Vaniman micro-abrasive stripping systems across the UK and Europe, and we support customers with selection, demos, trials, operator training, process development and consumables.
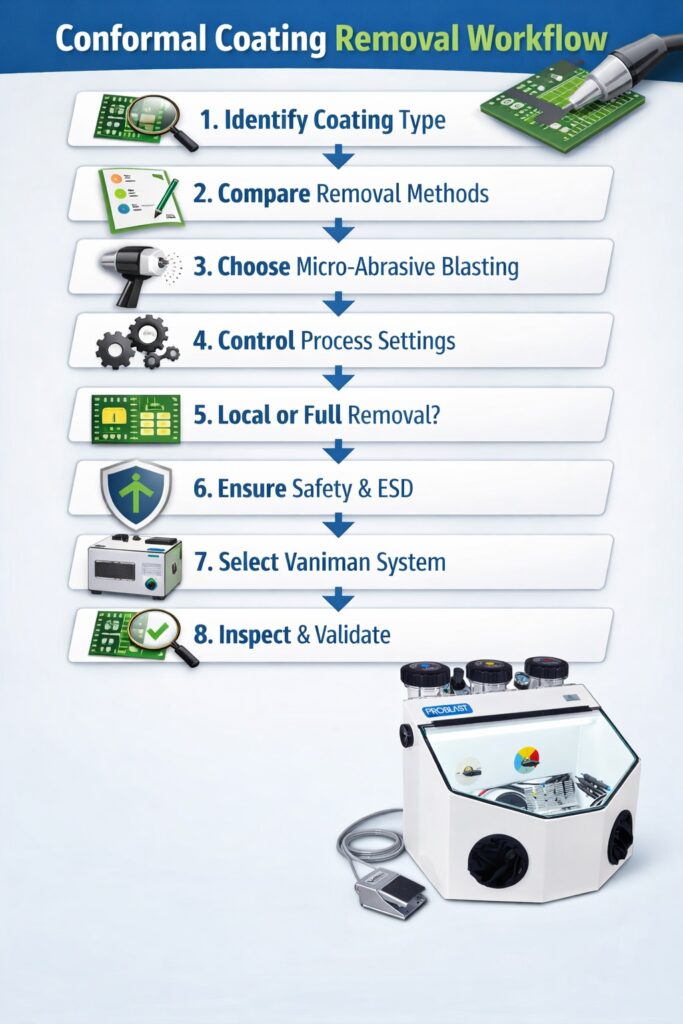
Figure: Conformal coating removal workflow used by SCH for controlled PCB rework using Vaniman micro-abrasive blasting systems across UK and European production environments.
How to Use This Guide
This guide follows a practical engineering workflow — from identifying the coating, through method selection and process control, to system selection and validation. You can jump to any stage below, or follow it step-by-step.
- Identify the coating – Understand what chemistry and thickness you are dealing with.
- Review removal methods – Compare available techniques and their risks.
- Why micro-abrasive blasting – When and why this becomes the preferred professional approach.
- Process control fundamentals – How to avoid damage and achieve repeatable results.
- Local vs full removal decision – Scope the rework correctly.
- Safety, ESD & compliance – Controls expected in UK/EU environments.
- Select a Vaniman system – Match equipment to your application.
- Validation & inspection – Confirm the board is rework-ready.
- Demos, trials & training – Engage SCH for practical support.
- Downloads & resources – Reference material and checklists.
1) Identify the coating before removal
Correct identification reduces damage risk and prevents wasted time. Removal behaviour varies massively across acrylics, urethanes, silicones, epoxies and Parylene. The removal method should be selected based on coating chemistry, thickness, adhesion and board risk.
Practical identification approaches
- Documentation first: drawing notes, process travellers, OEM coating specification, cure method, and any rework history.
- Visual cues: gloss, hardness, edge behaviour at keep-out boundaries, and typical application patterns.
- UV inspection behaviour: helpful where UV tracers are used, but not definitive for chemistry.
- Small-area test: controlled spot testing in a non-critical area (e.g., solvent spot test or micro-abrasive “trial window”).
- Thickness and build: heavy build often changes feasibility of local rework versus full stripping.
- Advanced lab methods: FTIR or similar material analysis where mission-critical identification is required.
If you need a structured comparison of options, see: Conformal Coating Removal Methods.
2) Overview of conformal coating removal methods
There is no single “best” method for every board. The correct approach depends on coating type, access, board value, rework density and the risk tolerance for solder mask damage, pad lift, and latent reliability issues.
Common removal routes (high-level)
- Solvent / chemical stripping: effective for some acrylics; limited for Parylene, many epoxies and heavily cross-linked systems.
- Thermal softening: can help certain coatings, but carries risk of component/PCB thermal stress and residue changes.
- Mechanical scraping / grinding: fast but high risk of solder mask and copper damage; operator dependent.
- Laser ablation: specialist method for certain applications; process validation required.
- Micro-abrasive blasting: controllable, repeatable and scalable — particularly useful for hard or chemically resistant coatings.
Quick comparison (rule of thumb)
- When solvents are unreliable (e.g., Parylene / epoxies), micro-abrasive becomes the predictable route.
- When selectivity matters (local rework), masking + micro-abrasive provides controlled exposure without heating the assembly.
- When repeatability matters (regulated/high reliability), method control and documentation matter more than “it worked once”.
Full method discussion: Conformal Coating Removal Methods.
3) Why micro-abrasive blasting is often the preferred professional method
Micro-abrasive blasting removes coating using controlled kinetic energy rather than chemistry or heat. When properly set up, it delivers localised removal with strong process repeatability — and it avoids common solvent issues such as residue, compatibility uncertainty and long dwell times.
Key technical advantages
- Control: media type, particle size, pressure, nozzle geometry and stand-off distance can be tuned.
- Local selectivity: supports precision exposure of pads, tracks or rework zones.
- Low thermal load: avoids heating components/laminate in typical use.
- Reduced chemical risk: no solvent attack of plastics, labels, inks or sensitive materials (subject to masking and setup).
- Scalable: works for one-off rework and repeat production support when process controls exist.
Where it is commonly used
- Parylene removal (local and full strip scenarios)
- Hard-film epoxy / urethane rework support
- Failure analysis and diagnostic access
- Connector or test point exposure
- Controlled rework in high reliability sectors
Micro-abrasive is best treated as a controlled process, not a “rough sanding” activity. Systems such as the Vaniman Problast series are designed to support consistent delivery and operator control in ESD-conscious environments.
Related equipment: If you are evaluating micro-abrasive blasting for conformal coating removal, see Vaniman Problast Systems (UK & Europe).
4) Micro-abrasive process control fundamentals
The difference between “clean removal” and “board damage” is almost always process control. The goal is to remove coating while protecting solder mask, copper, component terminations and critical markings.
Primary control variables
- Media type & particle size: affects aggressiveness and surface finish.
- Pressure: higher pressure increases removal rate but increases damage risk.
- Nozzle selection: nozzle diameter and geometry change energy concentration and operator precision.
- Stand-off distance & angle: influences localised erosion and undercut behaviour.
- Masking strategy: protects keep-out areas and defines clean boundaries.
- ESD controls: grounding and static management should be treated as mandatory for electronics work.
- Post-cleaning: remove media residues and ensure surfaces are recoating-ready.
Common failure modes (and why they happen)
- Over-etch / solder mask erosion: excessive pressure, poor nozzle control, incorrect media size/type.
- Copper exposure: prolonged dwell time or aggressive setup in one location.
- Boundary damage: poor masking technique or incorrect tape/edge definition for the coating type.
- Contamination: inadequate post-cleaning or poor media handling discipline.
Full process article: Micro-Abrasive Blasting Process.
5) Localised removal vs full stripping
Not every rework requires full stripping. In many cases, localised exposure is faster and lower risk — provided the rework and re-coating boundary is controlled.
Localised removal is typically preferred when
- Only one or two components require access
- Rework density is low and boundaries are definable
- Coating thickness and chemistry allow clean boundary control
- Board value is high and full stripping increases risk
Full stripping is typically considered when
- Multiple rework areas exist across the assembly
- Coating is heavily damaged, contaminated or poorly applied
- Inspection indicates systemic coating issues
- Recoat requirements demand a fully reset surface
See the decision discussion here: Local vs Full Conformal Coating Stripping.
6) Safety, ESD & UK/EU considerations
Micro-abrasive removal should be deployed with appropriate controls for dust, PPE, ESD and waste handling. In UK and European environments this normally sits inside established safety and quality systems (e.g., COSHH-style assessment and documented work instructions).
Controls to treat as standard
- PPE: eye protection, respiratory protection where required, and gloves appropriate for handling assemblies and media.
- Extraction: ensure dust is controlled and captured (system dependent).
- ESD control: grounding and ESD-safe handling of assemblies, especially during rework and inspection stages.
- Housekeeping & media handling: prevent cross-contamination and maintain consistent removal behaviour.
- Documentation: define acceptable removal boundaries and inspection checks for release.
If you need help formalising a process pack (work instruction + settings + inspection points), SCH can support this as part of implementation and training.
Need Help Validating a Removal or Rework Process?
SCH supports UK and European manufacturers with controlled conformal coating and Parylene removal — including feasibility trials, micro-abrasive methods, operator training and production rework support.
- Method selection and risk assessment
- Trial validation on representative samples
- Equipment and media guidance
- IPC-aligned training and documentation
7) Selecting the right Vaniman system
System selection should be based on required precision, throughput, ESD requirements, typical coating types, and your facility’s preferred work practice.
Selection criteria
- Precision requirement: fine pitch, local exposure zones, and boundary control needs.
- Throughput: occasional rework vs regular production support.
- ESD requirements: ESD-conscious environments may require ESD-focused equipment choices and grounding discipline.
- Board size and access: working envelope, visibility, and ergonomics.
- Consumables strategy: media selection, spares, and ongoing support.
Start here: Vaniman Problast – UK & Europe.
8) Validation, inspection & quality control after removal
Removal is only “successful” if the assembly is left in a condition that supports reliable repair and recoat. For high reliability assemblies, define acceptance criteria and document inspection checks.
Typical checks
- Visual inspection: solder mask integrity, copper exposure, component termination condition.
- UV inspection: where UV tracers are used (useful for detecting residual coating and boundary definition).
- Cleanliness: ensure media residue and particulate are removed and the surface is recoat-ready.
- Boundary quality: confirm removal area is appropriate for rework and future coating adhesion.
If you’d like, we can later link this section into your Inspection & Quality Hub once the inspection article set is finalised.
9) Demos, trials, training & support (SCH + Vaniman)
SCH supports Vaniman system implementation across the UK and Europe. If you are new to micro-abrasive removal or you want to formalise a controlled, repeatable process, we can support selection, trials and operator training.
Support options
- System selection: choose the right Problast configuration for your work
- Trials: test representative coated boards (including worst-case areas) to confirm feasibility
- Operator training: best practice setup, masking, removal technique and inspection
- Process development: settings guidance and documentation support for controlled production use
- Consumables & spares: ongoing supply and technical assistance
Next step: If you share coating type and the rework objective (local exposure vs full stripping), we can recommend a trial approach and the most suitable Vaniman setup.
10) Resources & Downloads
The following SCH + Vaniman technical resources support controlled, repeatable conformal coating removal and micro-abrasive rework in UK and European production environments. These documents are intended for engineers, quality teams and production personnel implementing or validating removal processes.
- UK / EU Conformal Coating Removal Quick Guide | Micro-Abrasive Rework (Vaniman) A condensed engineering reference covering coating identification, removal method selection, micro-abrasive fundamentals, safety controls and inspection checkpoints — suitable for shop-floor use and training support.
- Micro-Abrasive Setup Checklist for PCB Conformal Coating Removal | SCH / Vaniman A practical setup and verification checklist covering nozzle selection, pressure control, media handling, masking discipline and post-cleaning verification — supporting repeatability and operator consistency.
- Micro-Abrasive Media Selection Guide for PCB Conformal Coating Removal (PDF) A printable decision guide summarising abrasive types (including VanAcrylic), particle sizing, aggressiveness control, surface risk management and media changeover discipline for populated PCBs.
Equipment options: Vaniman Problast Systems (UK & Europe).
Related Removal & Rework Resources
Related Guides & Next Steps
- 👉 If the coating type is unclear, use IPC-7711 behaviour-based identification.
- 🔬 To lock down settings and avoid damage, read Inside the Micro-Abrasive Blasting Process.
- 🧭 If you are deciding scope, use Local vs Full Stripping.
- 🛠️ For equipment selection and demos, see Vaniman Problast Systems (UK & Europe).
If you want a fast route, start with Identify the coating then follow Methods → Process Control → Select a system.
Considering a Vaniman System for Micro-Abrasive Removal?
SCH supplies and supports Vaniman micro-abrasive stripping systems across the UK & Europe, including configuration guidance, media selection, demos and operator best-practice support.
👉 View Vaniman Problast Systems (UK & Europe) or talk to a rework specialist.
📞 Call: +44 (0)1226 249019 | ✉ Email: sales@schservices.com
