
Summary
-
What standard should I be using for application and inspection of conformal coating?
 First, you need to distinguish between application and selection of coating, and qualification and manufacture of coating. As a rule the first is for the user of the end coating product and the second is for the manufacturer of the coating. The Interconnections & Packaging Conference (IPC) standards are very good for both these areas and their details can be found on www.ipc.org. For manufacturing you need IPC-CC-830B which details all the hoops a manufacturer has to jump through to self-certify the quality of their product. In your case, for production purposes you would need either the IPC A -610 standard or the IPC –HDBK-830. The first gives some minor references which are of limited help except for specifying acceptance criteria. However, the handbook is a compilation of the conformal coating industry’s practical knowledge and will help designers & users of conformal coatings to understand the practical implications of selection, application and inspection, explaining in detail how to achieve the best results. Alternatively, review the technical bulletins, specifically from August 08 to February 09 which covered conformal coating defects and this will help in the inspection stages.
First, you need to distinguish between application and selection of coating, and qualification and manufacture of coating. As a rule the first is for the user of the end coating product and the second is for the manufacturer of the coating. The Interconnections & Packaging Conference (IPC) standards are very good for both these areas and their details can be found on www.ipc.org. For manufacturing you need IPC-CC-830B which details all the hoops a manufacturer has to jump through to self-certify the quality of their product. In your case, for production purposes you would need either the IPC A -610 standard or the IPC –HDBK-830. The first gives some minor references which are of limited help except for specifying acceptance criteria. However, the handbook is a compilation of the conformal coating industry’s practical knowledge and will help designers & users of conformal coatings to understand the practical implications of selection, application and inspection, explaining in detail how to achieve the best results. Alternatively, review the technical bulletins, specifically from August 08 to February 09 which covered conformal coating defects and this will help in the inspection stages. -
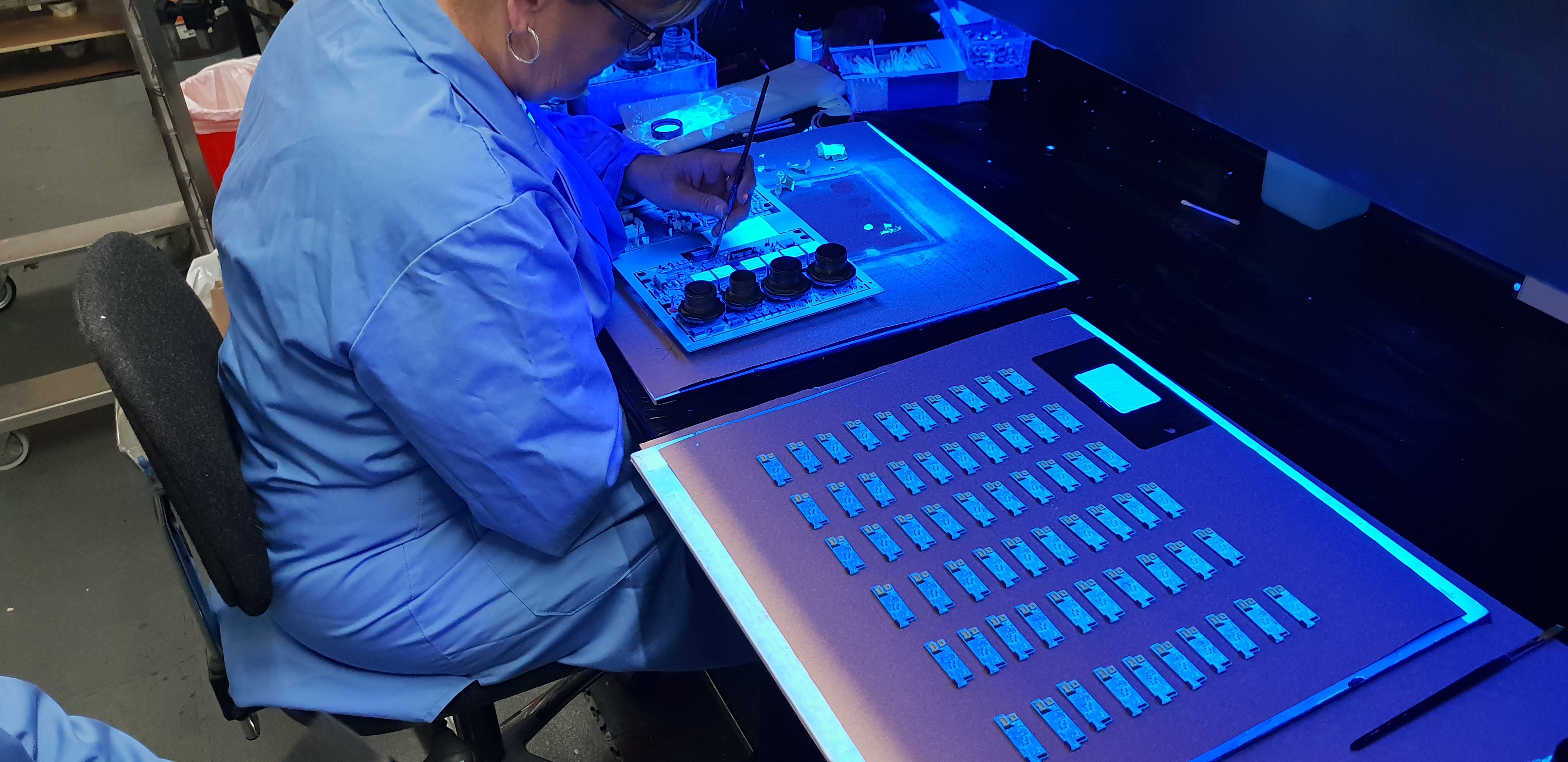
What is the best environment for inspection of conformally coated circuit boards?
The ideal solution for inspecting PCAs with conformal coating applied to them is within an inspection booth of some description. The booth will provide a darkened area with a UV light fitted inside to allow the fluorescing coating to be examined. The work station should be designed to be comfortable as the operator needs to concentrate on the operation at hand. If you provide the perfect conditions where an operator can easily inspect conformally coated circuit boards without fatigue to body or eyes then this will provide the highest quality results for the conformal coating process. Also, the environment needs to be safe to use. It should be possible that extraction can be fitted if required to take away any solvent fumes produced due to solvent based coating being used within the confines of the booth. Also, the UV light used should be screeened from the operators eyes since this could have health issues. SCH Technologies have designed, manufactured and utilise a range of purpose-built, compact UV inspection, & finishing booths for conformal coating inspection that have been optimised to offer the best inspection environment without compromise to health & safety, coupled with ergonomic design to minimise operator fatigue.
-
What are the G1, G2, G3 and Gx classifications for the ANSI standard, ANSI/ISA S71.04-1985, “Environmental conditions for process measurement and control systems: airborne contaminants,”?
The G3 specification references the ANSI standard, ANSI/ISA S71.04-1985, “Environmental conditions for process measurement and control systems: airborne contaminants,” . The G reference refers to the severity and classification of the test and it can be G1 (Mild, Moderate, Harsh and Severe (G1, G2, G3 and Gx, respectively). The classification directly correlates with the level of corrosive effects in that environment and the standards define or characterise environments in terms of their overall corrosion potential. G1 Mild <300Å An environment sufficiently well-controlled such that corrosion is not a factor in determining equipment reliability. G2 Moderate <1000 Å An environment in which the effects of corrosion are measurable and corrosion may be a factor in determining equipment reliability. G3 Harsh <2000 Å An environment is which there is a high probability that corrosive attack will occur. These harsh levels should prompt further evaluation resulting in environmental controls or specially design and packaged equipment. GX Severe >2000 Å An environment in which only specially designed and packaged equipment would be expected to survive. Specifications for equipment in this class are a matter of negotiation between user and supplier.
