
Summary
-
Conformal coating finishing
-
When is the best time to carry out de-masking after coating?
There is an optimum time after coating where the coating is firm enough to handle but soft enough to tear easily when removing the masking products. We have found in our coating service that after approx. 2 hours and no longer than overnight is fine. However, this timescale can decrease if the coating is thick, since it is more prone to tearing.
-
When can I use my circuit board after application of conformal coating?
The term “use” needs to be defined since there are several levels of drying and curing in the conformal coating process. Lets consider these stages: Stage 1: Tack dry – This is where the coating is dry enough not to be sticky when handled. Acrylic solvent based coatings can be tack dry in less than 10-15 minutes depending on coating thickness, extraction rates, temperature, humidity and solvent type used. However, the coating will be soft to handle and easily damaged. Stage 2: Fully dried – This is where the coating is dry enough to handle. This would be good for production if you want to process the PCB and insert it into packaging etc.Note this is not cured. Curing and drying are two different concepts as we will see in stage 3. Stage 3: Fully cured – Drying is where the liquid is removed enough from the coating like water is removed from the clothes you wash. Curing is where the coating changes state. Consider the solvent based acrylic coating. The solvent evaporates from the coating and it dries. However, the resin suspended in the solvent does not change state. In fact, the coating never “cures” but has just dried out. This is very different to a polyurethane which will dry first and then it will cure where it cross links to give chemical resistance. The speed of the cure process is dependent on the coating. In fact in general a urethane conformal coating, until it cross links, has similar chemical resistance to an acrylic. This is an advantage in repair initially but not good for any environment testing if exposing the circuit board to chemicals in a semi cured state. Therefore, you must ensure it is fully cured before testing. Obviously, different coatings have different drying and curing mechanisms and this also needs to be considered. A moisture cure silicone certainly has a different cure profile compared to a UV cure polyurethane. So, the key to knowing when you can use your circuit board is to understand what you want to do with it and also understand the material properties of the coating. For further information on this topic download the technical bulletin curing and drying of conformal coating or review our technical database and conformal coating FAQs section.
-
How do I repair a tear in the coating when I remove the masking material from the PCB?
 When removing the masking material like tape or liquid latex, the coating can lift off the PCB. This is due to a combination of factors including length of time after coating, thickness of the coating and the adhesion between the coating and the PCB. If the coating does lift, then it can generally be easily repaired by touching it back down with a brush and then re-coating with a thinned version of the coating (perhaps 10% extra thinners) or actual thinners so the coating re-melts and adheres to the surface. If you don’t touch it back down you are possibly exposing the PCB to water ingress via the un-adhered coating so it certainly is worth considering!
When removing the masking material like tape or liquid latex, the coating can lift off the PCB. This is due to a combination of factors including length of time after coating, thickness of the coating and the adhesion between the coating and the PCB. If the coating does lift, then it can generally be easily repaired by touching it back down with a brush and then re-coating with a thinned version of the coating (perhaps 10% extra thinners) or actual thinners so the coating re-melts and adheres to the surface. If you don’t touch it back down you are possibly exposing the PCB to water ingress via the un-adhered coating so it certainly is worth considering! -
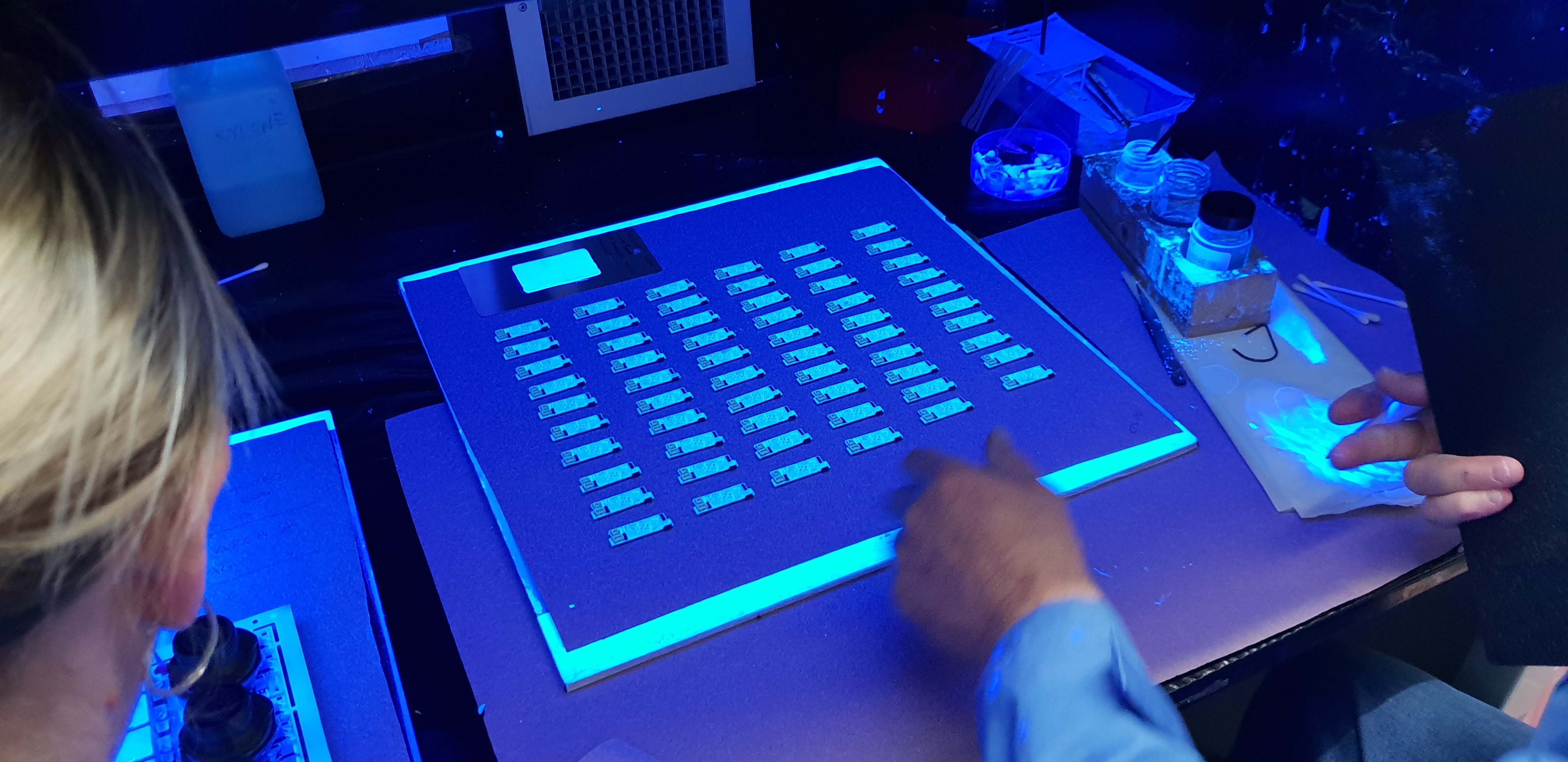
How do we identify good coating coverage from bad coating coverage and is there a base line to work from?
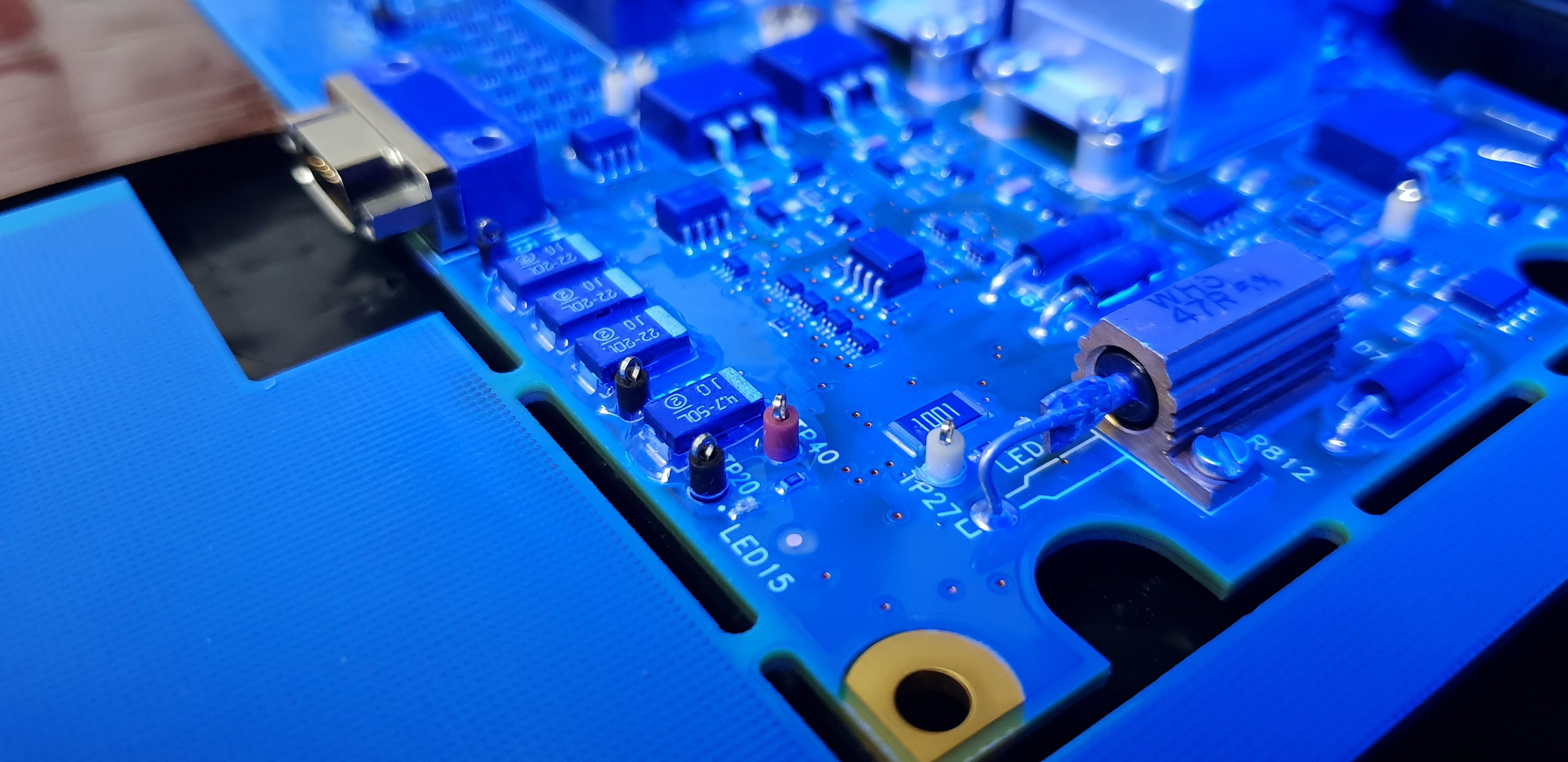
 For international standards, the IPC-A-610 & IPC-HDBK-830 coating handbooks will tell you what is okay and what is not. However, for a simple result, you should be looking for an even, homogenous layer of coating. HumiSeal coatings contain an optical brightener which glows blue under long wavelength UV light (black light) making inspection easier to check uniformity and coverage. If you get coverage everywhere you want it (and none where it should not be) and the coating glows uniformly blue you should be in good shape. Finally, it’s good to visually inspect under white light to check the quality of the coating in terms of gloss finish etc.
For international standards, the IPC-A-610 & IPC-HDBK-830 coating handbooks will tell you what is okay and what is not. However, for a simple result, you should be looking for an even, homogenous layer of coating. HumiSeal coatings contain an optical brightener which glows blue under long wavelength UV light (black light) making inspection easier to check uniformity and coverage. If you get coverage everywhere you want it (and none where it should not be) and the coating glows uniformly blue you should be in good shape. Finally, it’s good to visually inspect under white light to check the quality of the coating in terms of gloss finish etc. -
If my bare boards were to be made with an immersion tin finish would this make a difference to the way the coating material adhered to the board?
The immersion tin finish is a solder finish on the laminate (bare) board. Other typical finishes include HASL (Hot Air Solder Level), immersion silver and Nickel-Gold (NiAu). The bare board manufacture is a completely separate process to assembly process, with many chemical processes taking part. However, what is crucial is that the bare PCBs once finished are supplied clean to the customer before population. If this is the then the only contamination you need to worry about with conformal coating is the assembly process chemistries.
-
Conformal coating repair
-
How can coated components be effectively reworked?
It is possible to rework conformal coatings with a soldering Iron. The coating volatizes away, leaving the joint clear of coating. Occasionally, with certain coatings, the material may char slightly but this is a cosmetic issue and you need to discuss this with your quality dept.
-
How do BGA components get reworked with coating underneath the devices?
Most coatings soften at higher temperatures and companies are using hot-air re-work stations to re-work BGAs with conformal coatings. Depending on the coating type you might need to vary the dwell time for rework from 5-10 seconds or so to maybe 10 seconds.
-
What methods apart from soldering through can I use for conformal coating removal?
Stripping of unwanted conformal coating from a PCB can be a simple process or a very messy difficult job. It depends on what coating you need to remove, where the coating is and the type of components on the board. The simplest coatings to remove are the acrylics. They have little chemical resistance and therefore are the easiest to remove with stripping fluids like Humiseal’s 1080. These coatings generally re-dissolve back into solution so a combination of soaking and gentle mechanical abrasion works well. The simplest process for local area rework around a device for instance is a cotton bud soaked in stripping fluid and then rubbed gently across the area to be removed which will dissolve the coating. If the coating is fresh, it comes off in a matter of seconds whereas if the coating is old, having been coated many years ago, then it could take a little longer and patience is required! If the area to be removed is larger or the whole board is to be stripped then submersion in a tank correctly selected stripping fluid and abrasion using a soft bristle brush will also dissolve the coatings. A word of warning must be given here. First, when submerging in a stripping material check there are no compatibility issues with the PCB. Stripping fluid could attack components and or writing on the boards occasionally although for acrylic coatings the 1080 stripper is not too aggressive. The other issue that can be a major headache with full stripping of a board is that because the coating re-dissolves into the stripper, there will now be coating residue all over the PCB even where you didn’t want it. This can be a real problem with certain components such as low profile connectors! To remove these residues you will need several tanks of stripping fluid and the PCB will need to be fully rinsed in each, gradually flushing the residue out of the wrong areas. Once completed the PCB should then be cleaned in a cleaning system to remove any unwanted ionics. These two processes also work for coatings such as polyurethanes and silicones although since they have chemical resistance they are tougher to remove. Correct stripping solution selection is critical and this is why Humiseal have several stripping products including 1063 for polyurethanes.
-
How can I remove a polyurethane or silicone conformal coating from a printed circuit board using a chemical stripping fluid?
Removing a coating like a urethane or silicone is not as easy as stripping an acrylic from a circuit board especially if its optimal properties have been reached for chemical binding. A urethane cross links with time giving it resistance to chemical attack. Therefore, any stripping fluids used on the cross linked coating will need to be very aggressive. First, you should consider the recommended stripping fluid from the original manufacturer. A quick examination of the key ingredients will reveal very aggressive chemicals. The compatibility of these ingredients needs to be checked against the components on the circuit board so that damage to the circuit board can be prevented or at least minimised. That said, it is perfectly possible to remove these coatings safely and it just requires some trials, common sense and some steady method to achieve success. There are other options including abrasive stripping using a blasting method which may also be suitable. Chemical attack of a circuit board after stripping of the conformal coating.
-
Are ‘harmful gasses’ created when reworking coated components? Are there any specifications available that can prove everything is safe reworking?
As far as dangerous chemicals being evolved during rework is concerned, you need to check the MSDS sheets and refer to us but most coatings are relatively benign.
-
Conformal coating defects
-
What is the capillary conformal coating failure mechanism and why does it occur?
Capillary / Scavenging on a printed circuit board where the coating has run away from an area around a component. Capillary flow (also known as scavenging) in conformal coating is where the coating pulls or runs away from certain areas of a PCB to more favourable sectors due to a combination of effects, leaving a patchy finish on the surface of the board. Factors that influence the capillary effect include: 1. Low viscosity of the conformal coating. 2. An abnormally high amount of coating applied. 3. A low surface energy of substrate. 4. The high surface tension of the conformal coating. Click capillary conformal coating failure mechanism technical bulletin for further information.
-
What is the de-wetting conformal coating failure mechanism and why does it occur?
De-wetting is the tendency of the coating material to refuse to wet the surface that it has been applied to evenly. Factors that influence de-wetting usually involve non-ionic contamination such as: Residues from board manufacture including silicone surfactants from solder resist & HASL rinse contamination. Component residues like mould release agents. Silicone oil from adhesives in production. Soldering processes. Cleaning bath contamination where rinsing has failed. Operator handling adding contaminants. Click de-wetting conformal coating failure mechanism technical bulletin for further information.
-
What is the delamination conformal coating failure mechanism and why does it occur?
Delamination in conformal coating is where the coating lifts from the surface of the PCB, leaving the area below exposed. Factors that influence delamination include: Cleanliness of the surface for adhesion. Compatibility between the coating and the surface adhered to due to surface energies mismatch. Permeability to moisture. Degree of coating cure. Click delamination conformal coating failure mechanism technical bulletin for further information.
-
What are the bubbles, pin holes and foam conformal coating failure mechanisms and why do they occur?
 Bubbles are trapped pockets of air under coating, pin holes are burst bubbles that reach to the surface of the PCB and foam is extreme bubbling. Factors that can cause these effects include: 1. When applying the conformal coating the wet film surface can skin over, entrapping solvents under the surface which can bubble or burst out. 2. If the coating is applied too thick or too viscous any bubbles which are created in the process of application can become entrapped in the coating before they settle out. 3. Air entrapped under components by the coating process can be forced out during the drying / curing process and cause bubbles. 4. Pressure pots with conformal coating inside can absorb air which can manifest as champagne bubbles when applied. 5. Brush coating with too viscous a material or working the coating can cause bubbles. 6. Incorrect spray equipment or pressures can cause excessive bubbles & foam. Click bubbles conformal coating failure mechanism technical bulletin for further information.
Bubbles are trapped pockets of air under coating, pin holes are burst bubbles that reach to the surface of the PCB and foam is extreme bubbling. Factors that can cause these effects include: 1. When applying the conformal coating the wet film surface can skin over, entrapping solvents under the surface which can bubble or burst out. 2. If the coating is applied too thick or too viscous any bubbles which are created in the process of application can become entrapped in the coating before they settle out. 3. Air entrapped under components by the coating process can be forced out during the drying / curing process and cause bubbles. 4. Pressure pots with conformal coating inside can absorb air which can manifest as champagne bubbles when applied. 5. Brush coating with too viscous a material or working the coating can cause bubbles. 6. Incorrect spray equipment or pressures can cause excessive bubbles & foam. Click bubbles conformal coating failure mechanism technical bulletin for further information. -
What is the orange peel conformal coating failure mechanism and why does it occur?
An uneven textured surface, often appearing dull, which looks like the skin of the orange. Factors that can cause orange peel effect include: 1. The improper application of the conformal coating. This manifests in aerosol or spray gun application where the coating is applied too far away from the PCB and the coating is too “dry” on the surface to level out. 2. The incorrect thickness of the coating where not enough coating is deposited so that there is insufficient conformal coating to self level. 3. The incorrect cure profile when using an accelerated curing mechanism. This could be that the flash off zone before heat curing is inadequate or the oven profile is incorrect. Click orange peel conformal coating failure mechanism technical bulletin for further information.
-
What is the cracking conformal coating failure mechanism and why does it occur?
Cracking in conformal coating is where a smooth surface fractures into sections with the cracks in the coating leaving the area below exposed to potential contaminants. Factors that influence cracking include: Cure temperature too high. Conformal coating heat cured too quickly without allowing enough time for room temperature (RT) drying. Film thickness too great causing coefficient of thermal expansion (CTE) mismatch and cracks occurring in the coating. Operating temperature too high or too low causing the conformal coating to flex too much & crack. Click cracking conformal coating failure mechanism technical bulletin for further information.
-
My coating will not stick to the PCB. What can I do?
There are a couple of options to take. The first option is to check whether the PCB has been cleaned? If not then an option to consider is to clean the PCB. This could improve the performance. However, there is no guarantee that this will work. For instance, some solder resists give poor adhesion whatever you do and it is just an incompatibility with the coating. Also, if you are running a no-clean process then this option isn’t so to speak. An alternative to cleaning is to heat the PCB to approx 50C before applying the coating. The coating is applied whilst the PCB is hot and the film forming nature of the coating is accelerated. This does work fairly well in some cases and can solve your problems. However, if this is not an option or it doesn’t work then another option is to change coatings! Sometimes it just is an incompatibility and changing coatings completely eliminates the issue.
-
How do I know if my conformal coating and the process is compatible with my printed circuit board and its components?
 There are many different ways the conformal coating can interact with the circuit board in a bad way. However, they can split into two types of interaction; direct and indirect. Direct interaction is when it occurs during or just after application of the conformal coating in the drying / curing stage. Again, this can be split down into two areas. Damage to the circuit board and parts is the first. Typical examples include solvent based coatings “melting” a plastic component sufficiently to cause integrity issues or the coating removing the inks marking components thereby rendering the component unidentifiable by inspection. The second is immediate deterioration of the performance of the coating or the masking materials themselves. An example includes issues such as inhibition of the coating to cure or dry due to materials on the circuit board with certain coatings like heat cure conformal coatings or the circuit board creating conformal coating defects such as de-wetting or delamination. Conformal coating loss of adhesion during de-masking Another example is the coating attacking the masking materials which leads to harmful residues being let behind which then could lead to an indirect interaction. Indirect interaction is where the coating or masking material has interacted with the circuit board materials and causes long term reliability issues. It could be stated that defect formation can also lead to this but what we are specifically talking about is a chemical reaction with the materials on the PCB that leads in the long term to field failures. A good example of this is lead free soldering materials which appear to be susceptible to interactions with coatings which lead to effects such as electrochemical migration and field failures.
There are many different ways the conformal coating can interact with the circuit board in a bad way. However, they can split into two types of interaction; direct and indirect. Direct interaction is when it occurs during or just after application of the conformal coating in the drying / curing stage. Again, this can be split down into two areas. Damage to the circuit board and parts is the first. Typical examples include solvent based coatings “melting” a plastic component sufficiently to cause integrity issues or the coating removing the inks marking components thereby rendering the component unidentifiable by inspection. The second is immediate deterioration of the performance of the coating or the masking materials themselves. An example includes issues such as inhibition of the coating to cure or dry due to materials on the circuit board with certain coatings like heat cure conformal coatings or the circuit board creating conformal coating defects such as de-wetting or delamination. Conformal coating loss of adhesion during de-masking Another example is the coating attacking the masking materials which leads to harmful residues being let behind which then could lead to an indirect interaction. Indirect interaction is where the coating or masking material has interacted with the circuit board materials and causes long term reliability issues. It could be stated that defect formation can also lead to this but what we are specifically talking about is a chemical reaction with the materials on the PCB that leads in the long term to field failures. A good example of this is lead free soldering materials which appear to be susceptible to interactions with coatings which lead to effects such as electrochemical migration and field failures. -
So, how do you test to see if the conformal coating is compatible with the printed circuit board and its components?
Its fairly obvious to state but a series of tests is required to check the interactions. An examination of the component list and datasheets can quickly identify likely candidates which could be damaged by the coating and its solvents. You can also check to see if the cure schedule will damage the components. Will heating the PCB for 2 hours at 90C cause any failures? Other possible tests include over-exposure experiments of the individual components to the coating and its solvents to see if they are damaged or absorb the solvents and increase in weight (submersion in thinners for a few minutes is likely to be worse than the coating application). The next stage is to apply the coating to the PCB and see how the coating dries and cures. If defects like lack of adhesion or de-wetting occur then you may need to look at either bringing in cleaning or improving the cleaning process. Also, you can now check to see if the coating fully cures on the board? Finally, you have the reliability test stage of the process. Techniques like surface insulation resistance testing, thermal cycling, and accelerated aging can shed light on the long term reliability of the product. If the product corrodes or fails after testing then you know you have an issue and you can examine directly if the coating actually improved the reliability of the circuit board or whether it contributed to its downfall.
-
What factors affect conformal coating adhesion when sticking to a printed circuit board?
There are several factors that can affect adhesion conformal coating. These include the cleanliness of the PCB, the coating material / PCB and component surface compatibility and how well the coating is cured. Cleanliness of the circuit board conformal coating delamination Of the three factors considered here, the cleanliness of the PCB appears to be the most important for local area adhesion problems where the coating either does not wet or is poorly adhered. The cleanliness of the board can be affected by many factors like the laminate and component cleanliness, process contaminants added such as flux and cleaning residues and particulates from the surrounding production area. This can be very critical specifically in a no clean process and care has to be taken here. The conformal coating material / laminate surface compatibility This could be considered as the single most important factor if wide spread de-lamination of the coating is seen. If the coating comes off like a sheet of plastic then it is probably due to the surface energy of the laminate being incompatible with the coating applied even though technically the laminate is clean. Measuring the surface energy of the circuit board with dyne pens and consulting with the material supplier can quickly identify this issue. Coating cure This can be important when multiple layers are being applied and the degree of cure can affect the adhesion between the layers. The best advice is follow the manufacturers recommendations and this should not be an issue.
-
So why is adhesion important for the conformal coating?
 Well first of all no one wants to have a conformal coated PCB that looks bad because the coating is de-laminating or blistering. But, ultimately the critical reason is that the coating is put on to protect the circuit board and if it isn’t adhered then it could affect the functionality and reliability of the board. Therefore, it is crucial to ensure that the coating has good enough adhesion to provide an adequate level of protection to the circuit whilst in operation. Also, a conformal coating seals in contamination as well as keeping it out. If there is ionic contamination below the surface then this can quickly lead to long term reliability issues with the conformal coating failing due to cleanliness issues which will need to be addressed.
Well first of all no one wants to have a conformal coated PCB that looks bad because the coating is de-laminating or blistering. But, ultimately the critical reason is that the coating is put on to protect the circuit board and if it isn’t adhered then it could affect the functionality and reliability of the board. Therefore, it is crucial to ensure that the coating has good enough adhesion to provide an adequate level of protection to the circuit whilst in operation. Also, a conformal coating seals in contamination as well as keeping it out. If there is ionic contamination below the surface then this can quickly lead to long term reliability issues with the conformal coating failing due to cleanliness issues which will need to be addressed. -
How do I measure the surface energy of the printed circuit board to check if I have an adhesion problem with the conformal coating?
The surface energy of the laminate or solder resist can have a huge impact on the ability of the conformal coating to stick or adhere. To achieve the optimum adhesion, it is necessary to ensure that the the surface energy of the substrate is above that of the conformal coating material to be applied. Surface energy is measured in mN/m or Dynes. There are a few ways to determine surface energy and these include measuring the contact angle or by the use of Surface Energy Test Pens (Dyne level testing). The latter is a simple test and easy to do with the right set of Dyne pens (which are also referred to as Corona Pens). When the Dyne pen is applied to the surface, the conformal coating will either form a continuous film on the circuit board or de-wet (pull back) into small droplets of coating. According to Dyne technology, a manufacturer of the Dyne pens, “if the Dyne test fluid remains as a film for 3 seconds, the substrate will have a minimum surface energy of that ink value, expressed in mN/m (Dynes). Should the Dyne test liquid reticulate or draw back into droplets in less than 1 second then the surface energy of the substrate is lower than that of the liquid itself. The exact surface energy (Dyne level) can be determined by applying a range of increasing or decreasing values of Dyne
-
Can I improve the adhesion of my conformal coating using a primer method?
Yes, using a 5% solids content version of the conformal coating. To reduce the conformal coating down to a suitable primer-like material I would mix a ratio of 1:5 (coating: thinner). The primer can then be applied and leaves a ~5um layer on the surface. It doesn’t necessarily need to be baked as it will cure in 5 minutes and you can add the second layer on top. This thin layer of conformal coating increases the surface energy on the PCB so that the main conformal coating layer can next be applied. This is useful in cases of low surface energy solder resists.
-
My coating is “puddling” or running off the tops of QFPs. How can I prevent it?
Sometimes mold release agents are still present on the top of components such as QFPs. These agents are used when forming the plastic body in the mold and can cause de-wetting of the coating. The simplest method is to clean the whole board in a cleaning system or if it is a no clean process locally clean the top of the device with a cotton bud and solvent such as IPA or coating thinners and that can be very effective. Alternatively, heat the board up to approx 50C before spray coating and then coat whilst warm. This can help stick the coating quicker by evaporating the solvents faster. Finally, change the coating. Use a coating like Humiseal 1R32A2 or 1B31S which have adhesion modifiers added to aid sticking to solder resists and difficult components.
-
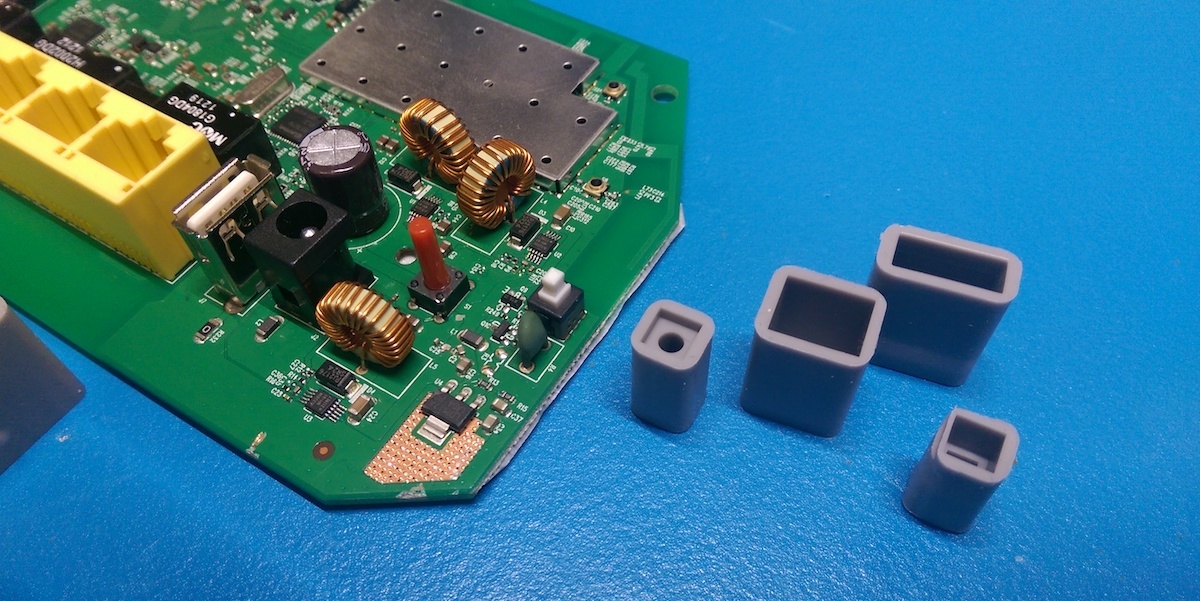
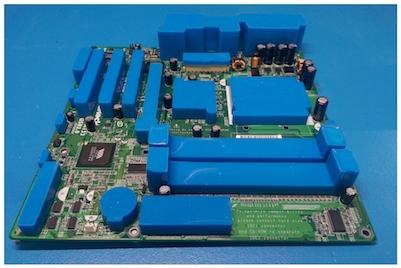
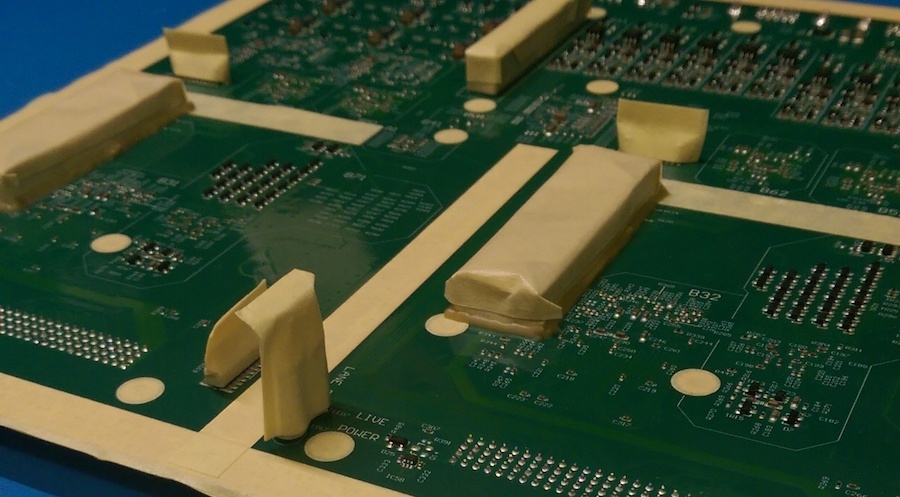
Will wicking be reduced if fast curing UV coating is used?
 Typically, there are three main approaches to avoid coating wicking into press-fit connectors (and other keep out areas). Wicking is a phenomenon caused by a combination of low viscosity of conformal coating material and strong capillary forces generated by the low standoff gaps in the SMT process. 1. Use of masking materials. Masking materials are typically available in liquid, tape and dedicated rubber push on ‘boots’. Simply apply the masking material (let it dry if liquid) and then you should be able to apply the coating as normal. 2. Sometimes, especially in dipping processes, where the complete immersion increases the opportunity for masking materials to leak, it may be necessary to use a combination of masking materials. Use of thixotropic gel versions of standard coatings. Some suppliers can supply a thixotropic gel version of the same coating you are using, which can be dispensed directly around the keep-out area, and due to thixotropic nature, material will not flow or wick into components and coating can be applied over and around the dispensed gel. Use of a higher viscosity UV curable material. The combination of higher viscosity and snap cure will prevent the material from being able to wick into the component. Care must be taken however, to ensure the viscosity of the coating material is above 500 cPs or so, or else the material may be prone to wicking.
Typically, there are three main approaches to avoid coating wicking into press-fit connectors (and other keep out areas). Wicking is a phenomenon caused by a combination of low viscosity of conformal coating material and strong capillary forces generated by the low standoff gaps in the SMT process. 1. Use of masking materials. Masking materials are typically available in liquid, tape and dedicated rubber push on ‘boots’. Simply apply the masking material (let it dry if liquid) and then you should be able to apply the coating as normal. 2. Sometimes, especially in dipping processes, where the complete immersion increases the opportunity for masking materials to leak, it may be necessary to use a combination of masking materials. Use of thixotropic gel versions of standard coatings. Some suppliers can supply a thixotropic gel version of the same coating you are using, which can be dispensed directly around the keep-out area, and due to thixotropic nature, material will not flow or wick into components and coating can be applied over and around the dispensed gel. Use of a higher viscosity UV curable material. The combination of higher viscosity and snap cure will prevent the material from being able to wick into the component. Care must be taken however, to ensure the viscosity of the coating material is above 500 cPs or so, or else the material may be prone to wicking. -
Why are there cracks in my conformal coating?
Cracking in conformal coating is where a smooth surface fractures into sections with the cracks in the coating leaving the area below exposed to potential contaminants.
- Cure temperature too high.
- Conformal coating heat cured too quickly without allowing enough time for room temperature (RT) drying.
- Film thickness too great causing coefficient of thermal expansion (CTE) mismatch and cracks occurring in the coating.
- Operating temperature too high or too low causing the conformal coating to flex too much & crack.
- Conformal Coating cracking on a circuit board.
-
How do I stop cracking in conformal coating?
It is possible to minimise conformal coating racking effects by
- Lowering the initial cure temperature
- Allowing an initial drying time at room temperature before exposure to elevated temperature
- Reducing the coating thickness to avoid CTE mismatch issues
- Select a coating with a wider temperature range performance
- Select a more flexible coating
Back to top
